CNC I
ΠΡΟΣΟΜΟΙΩΣΗ ΤΟΡΝΟΥ
[Σημεία Αναφοράς] [Εργαλεία] [Περιγραφή Προγράμματος] [Ασκήσεις] [Εντολές <G>]
Το πρόγραμμα SYBA-CNC TURNING είναι ένα πρόγραμμα προσομοίωσης τόρνου CNC σε ηλεκτρονικό υπολογιστή.
Μερικά από τα χαρακτηριστικά του προγράμματος είναι :
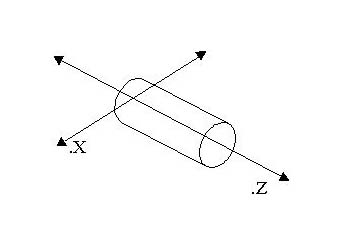
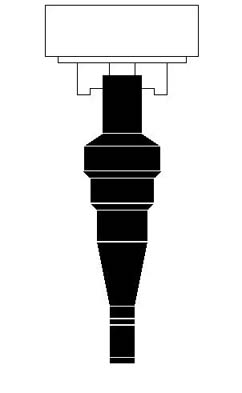
Το πρόγραμμα χρησιμοποιεί δύο κύριους άξονες συντεταγμένων. Τον X και τον Z. Αυτοί έχουν τη διεύθυνση που φαίνεται στο παρακάτω σχήμα.
Στο κάθε πρόγραμμά μας, μας δίνεται η δυνατότητα να χρησιμοποιήσουμε το πολύ 9 εργαλεία από τα παρακάτω για την επεξεργασία ενός κομματιού.
Τ1: Δεξί κοπτικό εργαλείο (ξεχονδρίσματος). Τ7: Αριστερό κοπτικό εργαλείο (ξεχονδρίσματος).
Τ2: Δεξί κοπτικό εργαλείο (φινιρίσματος).
Τ8: Αριστερό κοπτικό εργαλείο (φινιρίσματος).
Τ3: Εργαλείο σπειρωμάτων (φινιρίσματος).
Τ9: Εργαλείο σπειρωμάτων (ξεχονδρίσματος).
Τ4: Εργαλείο τρυπήματος.
Τ10: Εργαλείο σπειρωμάτων (εξωτερικό).
Τ5: Λεπίδα σχισίματος.
Τ11: Εργαλείο σπειρωμάτων (εσωτερικό).
Τ6: Ουδέτερο κοπτικό εργαλείο.
Τ12: Εργαλείο κεντρικού τρυπήματος

Περιγραφή των
λειτουργιών του προγράμματος :
![]()
Με την επιλογή αυτή ορίζουμε τις συντεταγμένες Χ,Ζ του σημείου εκκίνησης του προγράμματος. Τις συντεταγμένες αυτές τις δίνουμε σε σχέση με το σημείο αναφοράς του κατεργαζόμενου κομματιού.
Αν δεν ορίσουμε σημείο εκκίνησης σε κάποιο πρόγραμμα και πάμε να το εκτελέσουμε, ο Η/Υ μας ειδοποιεί ότι “το σημείο εκκίνησης συμπίπτει με το επεξεργαζόμενο κομμάτι” και μας επιστρέφει στο κεντρικό μενού.
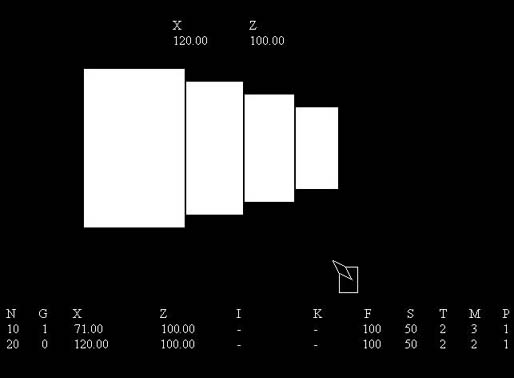
Π.χ. Το κομμάτι που θέλουμε να επεξεργαστούμε είναι κυλινδρικό και το σημείο εκκίνησης του προγράμματος είναι το Χ=120, ζ=100. Εισάγουμε με την επιλογή <0> το σημείο εκκίνησης και πατάμε ESC ώστε να επιστρέψουμε στο κυρίως μενού.
Με την επιλογή αυτή οδηγούμαστε σε ένα άλλο υπομενού :
- Επιλογή <W> Workpiece tooling data . Εισάγουμε τα απαραίτητα δεδομένα σχετικά με το κομμάτι που πρόκειται να επεξεργαστούμε. Με την επιλογή αυτή οδηγούμαστε σε ένα άλλο υπομενού με τις εξής επιλογές :
- <Ν> New : Εισάγουμε τα απαραίτητα δεδομένα σχετικά με το κομμάτι που θα επεξεργαστούμε.
- <Ζ> List (Show) : Βλέπουμε τι έχουμε ορίσει από την προηγούμενη επιλογή.
- <F> και <S> : Ορίζουμε τι είδος μηχανής τόρνου θα χρησιμοποιήσουμε. Δεν μας ενδιαφέρει και αφήνουμε το default του προγράμματος <F>.
- Επιλογή <Τ> Tool mounting date . Καθορίζουμε ποια εργαλεία θα χρησιμοποιήσουμε στην παραπέρα διαδικασία και προγραμματισμό. Οδηγούμαστε επίσης σε μια οθόνη που διακρίνουμε 12 εργαλεία, από τα οποία 9 μπορούμε να χρησιμοποιήσουμε ταυτόχρονα σε ένα πρόγραμμα.
Με την επιλογή αυτή οδηγούμαστε σε ένα άλλο υπομενού :
- Επιλογή <Ε> Input/Editor . Εισάγουμε τις εντολές που θέλουμε ώστε να επεξεργαστούμε το κομμάτι μας. Οι εντολές συνίσταται από αριθμούς στους χαρακτήρες διεύθυνσης G,X,Z,I,K,F,S,T,M,P. Ο αριθμός των εντολών αυξάνει κατά ένα . Στην τελευταία εντολή του προγράμματος η τιμή του χαρακτήρα Μ πρέπει να είναι 2 (τέλος προγράμματος).
Με την επιλογή αυτή οδηγούμαστε σε ένα άλλο υπομενού :
- Επιλογή <C> Change/delete . Αλλάζουμε ή διαγράφουμε κάποια εντολή του προγράμματος που υπάρχει στη μνήμη.
Με την επιλογή αυτή οδηγούμαστε σε ένα άλλο υπομενού :
- Επιλογή <G> Complete changes . Κάνουμε αλλαγές που αφορούν όλο το πρόγραμμα. Για παράδειγμα θέλουμε να αλλάξουμε την ταχύτητα περιστροφής S από 1000 min^-1 (S10) σε 3000min^-1(S30). Έχοντας επιλέξει το <G> από το υπομενού, μας ρωτά το πρόγραμμα ποιόν χαρακτήρα διεύθυνσης θέλουμε να αλλάξουμε. Εμείς του λέμε τον S. Στη συνέχεια ρωτά ποια είναι η παλιά τιμή του S. Εμείς απαντάμε 10 και μας ρωτά ποια τιμή θέλουμε να του δώσουμε και εμείς δίνουμε 30. Έτσι η τιμή του S σε όλο το πρόγραμμα από 10 γίνεται 30.
- Επιλογή <L> List . Βλέπουμε στην οθόνη του Η/Υ μια λίστα του προγράμματος.
Με αυτή την επιλογή προγράμματα που ήδη έχουμε στη βοηθητική μνήμη του Η/Υ μπορούν να φορτωθούν στην κεντρική μνήμη ώστε να μπορούν να τρέξουν από το πρόγραμμα.
Με αυτή την επιλογή υπάρχει η δυνατότητα να αποθηκεύσουμε κάποιο πρόγραμμα που έχουμε δημιουργήσει και επεξεργαζόμαστε. Εκτός από το πρόγραμμα αποθηκεύονται επίσης και όλα τα απαραίτητα δεδομένα για το επεξεργαζόμενο κομμάτι καθώς και για τα κοπτικά εργαλεία.
Τρέχουμε βήμα βήμα ένα ήδη δημιουργημένο πρόγραμμα.
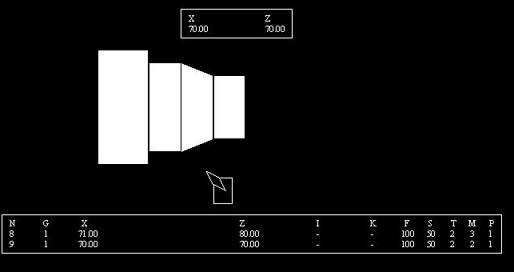
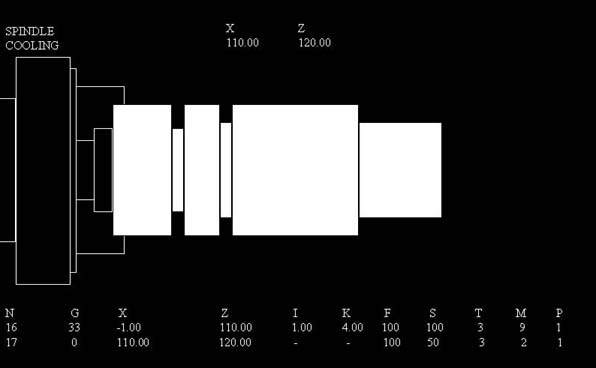
- Επιλογή <RETURN> : αρχίζει η εκτέλεση του προγράμματος από την αρχή. Αν επιλέξουμε να τρέξει από την αρχή το πρόγραμμα οδηγούμαστε σε μια γραφική εικόνα του τόρνου, βλέποντας το κομμάτι που θέλουμε να επεξεργαστούμε και έχοντας ελαφρώς φωτισμένη χαμηλά στην οθόνη , την πρώτη εντολή αυτή που πρόκειται να εκτελεστεί.
- Επιλογή <N> : με το [N] και δίνοντας κάποιον αριθμό στην συνέχεια αρχίζει από το σημείο που του λέει ο αριθμός.
Αφού τελειώσει η εκτέλεση του προγράμματος έχουμε τις εξής δυνατότητες :
- Επιλογή <D> Print : Εκτυπώνουμε το αποτέλεσμα του προγράμματός μας, δηλαδή το κομμάτι όπως έχει γίνει μετά την επεξεργασία.
- Επιλογή <W> Tool path : Βλέπουμε το δρόμο που ακολούθησε κάθε εργαλείο. Το πρόγραμμα δημιουργεί διακεκομμένες γραμμές για τις διαδρομές από και προς το κομμάτι και κύριες γραμμές στα σημεία που το κοπτικό εργαλείο κόβει το κομμάτι.
Τρέχουμε ένα ήδη δημιουργημένο πρόγραμμα αφού προηγουμένως έχουμε κάνει όσες ενέργειες κρίνονται απαραίτητες για να δούμε τα αποτελέσματα του προγράμματός μας.
- Επιλογή <RETURN> : αρχίζει η εκτέλεση του προγράμματος από την αρχή. Αν επιλέξουμε να τρέξει από την αρχή το πρόγραμμα οδηγούμαστε σε μια γραφική εικόνα του τόρνου, βλέποντας το κομμάτι που θέλουμε να επεξεργαστούμε και έχοντας ελαφρώς φωτισμένη χαμηλά στην οθόνη , την πρώτη εντολή αυτή που πρόκειται να εκτελεστεί.
- Επιλογή <N> : με το [N] και δίνοντας κάποιον αριθμό στην συνέχεια αρχίζει από το σημείο που του λεει ο αριθμός.
Αφού τελειώσει η εκτέλεση του προγράμματος έχουμε τις εξής δυνατότητες :
- Επιλογή <D> Print : Εκτυπώνουμε το αποτέλεσμα του προγράμματός μας, δηλαδή το κομμάτι όπως έχει γίνει μετά την επεξεργασία.
- Επιλογή <W> Tool path : Βλέπουμε το δρόμο που ακολούθησε κάθε εργαλείο. Το πρόγραμμα δημιουργεί διακεκομμένες γραμμές για τις διαδρομές από και προς το κομμάτι και κύριες γραμμές στα σημεία που το κοπτικό εργαλείο κόβει το κομμάτι.
Με αυτή την επιλογή υπάρχει η δυνατότητα να καθαρίσουμε τη μνήμη του Η/Υ από κάποιο παλιό πρόγραμμα ώστε να αρχίσουμε τη συγγραφή ενός νέου. Το πρόγραμμα ζητά επιβεβαίωση για να σβήσει το πρόγραμμα.
Για λόγους ασφαλείας όμως και εφόσον δεν έχουμε αρχίσει να γράφουμε κάποιο νέο πρόγραμμα (μετά τη διαγραφή του παλιού) υπάρχει η δυνατότητα να ανακτήσουμε το πρόγραμμα που καθαρίσαμε από τη μνήμη. Επιλέγουμε δεύτερη φορά την επιλογή <8> Clear, το πρόγραμμα προσομοίωσης αυτή τη φορά μας ζητάει να του επαληθεύσουμε αν θέλουμε να ξαναφέρει τις διαγραμμένες εντολές.
Με την επιλογή αυτή αλλάζουμε διάφορα στοιχεία που αφορούν τα κοπτικά εργαλεία, όπως το μήκος, το πλάτος και την ακτίνα των κυκλικών τους τμημάτων. Αυτές οι αλλαγές παραμένουν στην μνήμη του προγράμματος που αφορά τα εργαλεία και δεν χάνονται όταν διαγραφεί το πρόγραμμα NC. Η επιλογή αυτή είναι χρήσιμη όταν θέλουμε να ορίσουμε εκτός από το είδος του εργαλείου που θα χρησιμοποιήσουμε σε μια εργασία και το πραγματικό μέγεθος του εργαλείου ώστε να υποθέσουμε ότι έχουμε πραγματοποιήσει την πιο τέλεια δυνατή προσομοίωση. Οι παράμετροι, μήκος , πλάτος και ακτίνα (Ζ,Χ,R αντίστοιχα) που αφορούν κάθε εργαλείο υπάρχουν και δίνονται από τον κάθε κατασκευαστή.
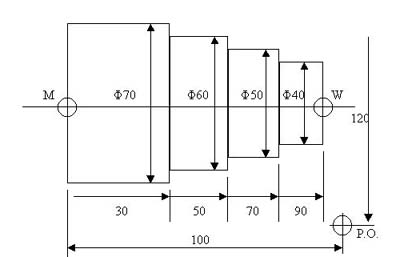
ΑΣΚΗΣΗ 1
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 70.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 2 | 86 | 65.00/70.00 | 30.00/30/00 | -1.00 | .50 | 100 | 50 | 1 | 8 | 1 |
| 3 | 86 | 50.00/65.00 | 70.00/50.00 | -1.00 | .50 | 100 | 50 | 1 | 6 | 1 |
| 4 | 0 | 50.00 | 91.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 5 | 1 | 50.00 | 70.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 6 | 1 | 65.00 | 50.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 7 | 1 | 65.00 | 30.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 8 | 1 | 71.00 | 30.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 9 | 1 | 70.00 | 70.00 | - | - | 100 | 50 | 2 | 2 | 1 |
ΑΣΚΗΣΗ 2
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 80.00 | 10.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 2 | 1 | 56.00 | 5.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 3 | 1 | 56.00 | -20.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 4 | 1 | 80.00 | 10.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 5 | 1 | 51.00 | 5.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 6 | 1 | 51.00 | -10.00 | - | - | 100 | 30 | 1 | 3 | 1 |
| 7 | 1 | 80.00 | 10.00 | - | - | 100 | 30 | 1 | 6 | 1 |
| 8 | 1 | 50.00 | 5.00 | - | - | 100 | 30 | 2 | 3 | 1 |
| 9 | 1 | 50.00 | -10.00 | - | - | 100 | 30 | 2 | 3 | 1 |
| 10 | 1 | 55.00 | -10.00 | - | - | 100 | 30 | 2 | 3 | 1 |
| 11 | 1 | 55.00 | -20.00 | - | - | 100 | 30 | 2 | 3 | 1 |
| 12 | 1 | 80.00 | -20.00 | - | - | 100 | 30 | 2 | 3 | 1 |
| 13 | 1 | 80.00 | 20.00 | - | - | 100 | 30 | 2 | 6 | 1 |
| 14 | 1 | 30.00 | 5.00 | - | - | 100 | 30 | 3 | 3 | 1 |
| 15 | 1 | 00.00 | 00.00 | - | - | 100 | 30 | 3 | 3 | 1 |
| 16 | 83 | 00.00 | -40.00 | - | - | 100 | 30 | 3 | 3 | 1 |
| 17 | 0 | 00.00 | 5.00 | - | - | 100 | 30 | 3 | 3 | 1 |
| 18 | 0 | 80.00 | 20.00 | - | - | 100 | 30 | 3 | 5 | 1 |
| 19 | 0 | 80.00 | 00.00 | - | - | 100 | 30 | 3 | 2 | 1 |

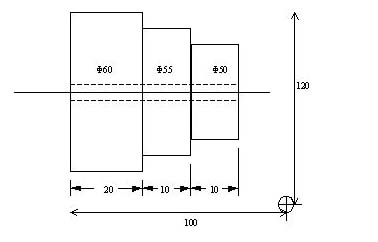
ΑΣΚΗΣΗ 3
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 61.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 2 | 1 | 61.00 | 30.50 | - | - | 100 | 50 | 1 | 8 | 1 |
| 3 | 1 | 70.00 | 30.50 | - | - | 100 | 50 | 1 | 3 | 1 |
| 4 | 0 | 70.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 5 | 0 | 51.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 6 | 1 | 51.00 | 50.50 | - | - | 100 | 50 | 1 | 3 | 1 |
| 7 | 1 | 61.00 | 50.50 | - | - | 100 | 50 | 1 | 3 | 1 |
| 8 | 0 | 61.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 9 | 0 | 41.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 10 | 1 | 41.00 | 70.50 | - | - | 100 | 50 | 1 | 3 | 1 |
| 11 | 1 | 51.00 | 70.50 | - | - | 100 | 50 | 1 | 3 | 1 |
| 12 | 0 | 51.00 | 91.00 | - | - | 100 | 50 | 1 | 6 | 1 |
| 13 | 0 | 40.00 | 91.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 14 | 1 | 40.00 | 70.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 15 | 1 | 50.00 | 70.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 16 | 1 | 50.00 | 50.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 17 | 1 | 60.00 | 50.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 18 | 1 | 60.00 | 30.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 19 | 1 | 71.00 | 30.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 20 | 0 | 120.00 | 100.00 | - | - | 100 | 50 | 2 | 2 | 1 |
| 21 | 0 | 120.00 | 100.00 | - | - | 100 | 50 | 1 | 2 | 1 |
ΑΣΚΗΣΗ 4
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 70.00 | 120.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 2 | 0 | 50.00 | 110.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 3 | 1 | 50.00 | 80.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 4 | 0 | 70.00 | 120.00 | - | - | 100 | 50 | 1 | 6 | 1 |
| 5 | 0 | 50.00 | 110.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 6 | 1 | 50.00 | 80.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 7 | 0 | 60.00 | 80.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 8 | 0 | 70.00 | 120.00 | - | - | 100 | 50 | 2 | 6 | 1 |
| 9 | 84 | 60.00 | 35.00 | 55.00 | 5.00 | 100 | 50 | 4 | 3 | 1 |
| 10 | 84 | 60.00 | 20.00 | 55.00 | 10.00 | 100 | 50 | 4 | 3 | 1 |
| 11 | 0 | 70.00 | 120.00 | - | - | 100 | 50 | 4 | 6 | 1 |
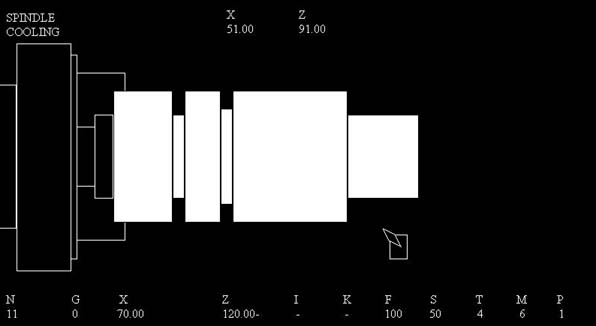
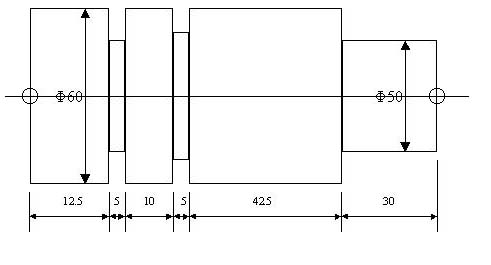
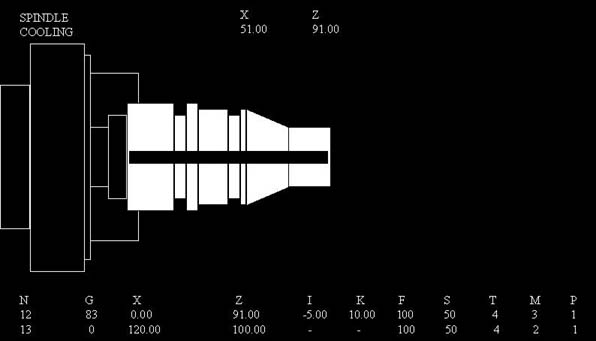
ΑΣΚΗΣΗ 5
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 70.00 | 91.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 2 | 86 | 65.00/70.00 | 30.00/30.00 | -1.00 | .50 | 1 | 8 | 1 | ||
| 3 | 86 | 50.00/65.00 | 70.00/50.00 | -1.00 | .50 | 1 | 6 | 1 | ||
| 4 | 0 | 50.00 | 91.00 | - | - | 2 | 3 | 1 | ||
| 5 | 1 | 50.00 | 70.00 | - | - | 2 | 3 | 1 | ||
| 6 | 1 | 65.00 | 50.00 | - | - | 2 | 3 | 1 | ||
| 7 | 1 | 65,00 | 30.00 | - | - | 2 | 3 | 1 | ||
| 8 | 1 | 71.00 | 30.00 | - | - | 2 | 3 | 1 | ||
| 9 | 0 | 120.00 | 100.00 | - | - | 2 | 6 | 1 | ||
| 10 | 84 | 71.00 | 21.00 | 60.00 | 5.00 | 3 | 3 | 1 | ||
| 11 | 84 | 71.00 | 42.50 | 60.00 | 10.00 | 3 | 6 | 1 | ||
| 12 | 83 | 0.00 | 91.00 | -5.00 | 10.00 | 4 | 3 | 1 | ||
| 13 | 0 | 120.00 | 100.00 | - | - | 4 | 2 | 1 |
ΑΣΚΗΣΗ 6
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 0.00 | 121.00 | - | - | 100 | 100 | 4 | 13 | 1 |
| 2 | 83 | 0.00 | 121.00 | 114.00 | 7.00 | 100 | 100 | 4 | 3 | 1 |
| 3 | 0 | 45.00 | 121.00 | -2.50 | .50 | 100 | 100 | 4 | 20 | 1 |
| 4 | 0 | 45.00 | 121.00 | -2.50 | .50 | 100 | 100 | 4 | 6 | 1 |
| 5 | 86 | 25.00/45.00 | 93.00/84.00 | -2.50 | .50 | 100 | 100 | 1 | 6 | 1 |
| 6 | 1 | 25.00 | 121.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 7 | 1 | 25.00 | 93.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 8 | 1 | 45.00 | 84.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 9 | 0 | 50.00 | 120.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 10 | 99 | 0.00 | 0.00 | - | - | 100 | 100 | 2 | 6 | 1 |
| 11 | 83 | 0.00 | 121.00 | 114.00 | 7.00 | 100 | 100 | 4 | 6 | 1 |
| 12 | 0 | 45.00 | 121.00 | - | - | 100 | 100 | 1 | 20 | 1 |
| 13 | 86 | 35.00/45.00 | 51.00/49.00 | -2.50 | .50 | 100 | 100 | 1 | 3 | 1 |
| 14 | 86 | 25.00/35.00 | 65.00/60.00 | -2.50 | .50 | 100 | 100 | 1 | 21 | 1 |
| 15 | 86 | 15.00/25.00 | 105.00/75.00 | -1.00 | .50 | 100 | 100 | 1 | 6 | 1 |
| 16 | 1 | 12.00 | 120.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 17 | 1 | 15.00 | 118.00 | - | - | 100 | 100 | 2 | 20 | 1 |
| 18 | 1 | 15.00 | 105.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 19 | 1 | 25.00 | 75.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 20 | 1 | 25.00 | 65.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 21 | 2 | 35.00 | 60.00 | 5.00 | 00.00 | 100 | 100 | 2 | 3 | 1 |
| 22 | 1 | 35.00 | 49.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 23 | 3 | 43.00 | 45.00 | 00.00 | -4.00 | 100 | 100 | 2 | 3 | 1 |
| 24 | 1 | 43.00 | 36.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 25 | 0 | 50.00 | 105.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 26 | 0 | 15.00 | 105.00 | - | - | 100 | 100 | 2 | 3 | 1 |
| 27 | 85 | 13.00 | -5.00 | 30.00 | - | 100 | 100 | 2 | 3 | 1 |
| 28 | 0 | 15.00 | 122.00 | - | - | 100 | 100 | 2 | 6 | 1 |
| 29 | 33 | -1.00 | 103.00 | 2.00 | 4.00 | 100 | 100 | 3 | 9 | 1 |
| 30 | 0 | 100.00 | 130.00 | - | - | 100 | 100 | 3 | 2 | 1 |
ΑΣΚΗΣΗ 7
| N | G | X | Z | I | K | F | S | T | M | P |
| 1 | 0 | 60.00 | 111.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 2 | 0 | 55.00 | 110.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 3 | 1 | 55.00 | 80.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 4 | 0 | 55.00 | 112.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 5 | 0 | 50.00 | 112,00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 6 | 1 | 50.00 | 80.00 | - | - | 100 | 50 | 1 | 3 | 1 |
| 7 | 0 | 110.00 | 120.00 | - | - | 100 | 50 | 1 | 6 | 1 |
| 8 | 0 | 50.0 | 111.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 9 | 1 | 50.00 | 80.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 10 | 1 | 60.00 | 80.00 | - | - | 100 | 50 | 2 | 3 | 1 |
| 11 | 0 | 110.00 | 120.00 | - | - | 100 | 50 | 2 | 6 | 1 |
| 12 | 84 | 60.00 | 20.00 | 45.00 | 5.00 | 100 | 50 | 4 | 3 | 1 |
| 13 | 84 | 60.00 | 35.00 | 50.00 | 5.00 | 100 | 50 | 4 | 3 | 1 |
| 14 | 0 | 110.00 | 120.00 | - | - | 100 | 50 | 4 | 6 | 1 |
| 15 | 0 | 50.00 | 110.00 | - | - | 100 | 50 | 3 | 3 | 1 |
| 16 | 33 | -1.00 | 110.00 | 1.00 | 4.00 | 100 | 50 | 3 | 9 | 1 |
| 17 | 0 | 110.00 | 120.00 | - | - | 100 | 50 | 3 | 2 | 1 |
G00:Γραμμική κίνηση σε υψηλή ταχύτητα |
G42: Διόρθωση κοπτικού εργαλείου (δεξιά) |
G01:Γραμμική κίνηση σε κάποιον από τους άξονες Χ,Ζ |
G82: Κοπή κομματιού : X : Τελική διάμετρος , Z : τελικό μήκος |
G02:Κυκλική παρεμβολή σύμφωνα με τους δείκτες του ρολογιού |
G83: Δημιουργία οπών και διάνοιξης κύκλων : X, Ζ : σημείο που θα γίνει η διάνοιξη , I : βάθος οπής, τρύπας (απόλυτο νούμερο) , K : βήμα διάνοιξης τρυπήματος (σχετικό νούμερο) |
G03:Κυκλική παρεμβολή αντίθετα με τους δείκτες του ρολογιού |
G84:Δημιουργία κυκλικής ζώνης (σχισίματος) γύρω από το κομμάτι : X, Ζ : σημείο που θέλουμε να δημιουργηθεί η ζώνη : I : διάμετρος ζώνης (χρησιμοποιείται με απόλυτα νούμερα μαζί με τη λειτουργία G91) , K : βήμα κοπής |
G04:Παραμονή στη θέση εργασίας (Ι seconds) |
G85:Απόξυρση οπών με κλειστή διαδρομή : X : διάμετρος , Z : μήκος κοπής , I : γωνία κοπής |
G14:Λειτουργία επανάληψης |
G86:Κύκλος μηχανής με αυτόματο κόψιμο σε σταθερά βήματα : X/Χ : τέλος / αρχή , Z/Ζ : τέλος / αρχή , I : βάθος κοπής , Κ : ανοχή κοπής |
G22:Κλήση υπορουτίνας |
G90:Απόλυτος προγραμματισμός |
G33:Δημιουργία κυκλικού σπειρώματος : X : βάθος σπειρώματος , Z : μήκος σπειρώματος , I : απόσταση μεταξύ των στρωμάτων , K : ανάλυση (pitch) |
G91:Σχετικός προγραμματισμός |
G40:Αναίρεση του συμψηφισμού της ακτίνας του κοπτικού εργαλείου |
G99:Αλλαγή θέσης κομματιού : X : 0 , Z : 0 |
G41:Διόρθωση κοπτικού εργαλείου (αριστερά) |