CNC II
C.N.C. 932 ( Computer Numerically Controlled Machine ) |
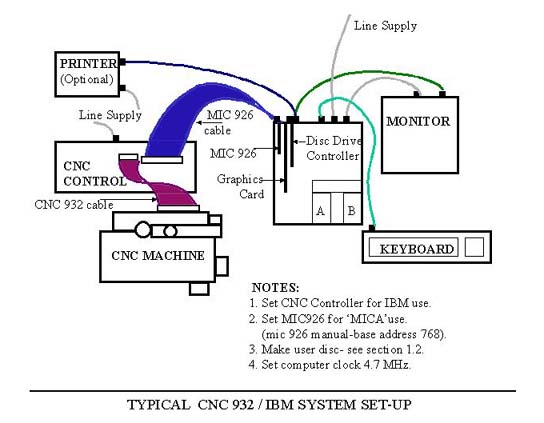
Το CNC 932 είναι μικρογραφία μιας μηχανής που χρησιμοποιείται στην βιομηχανία. Eίναι ένα εργαλείο που μπορεί να ελεγχθεί από ένα κοινό μικροϋπολογιστή συμβατό με το Feedback Mica Interface. Έχει κατασκευασθεί για εκπαιδευτικούς λόγους.
ΙΣΤΟΡΙΚΗ AΝΑΦΟΡΑ
Από πολύ παλιά οι άνθρωποι είχαν σκεφτεί να χρησιμοποιήσουν τους αριθμούς για να εκφράσουν το μέγεθoς των πραγμάτων κ.λ.π. Άλλοι πάλι είχαν σκεφτεί να χρησιμοποιήσουν σύμβολα και ψηφία. Η ιδέα του αριθμητικού ελέγχου, ίσως όχι με τη σημερινή μορφή. ξεκινά από πολύ παλιά. Από τότε που ανακαλύφθηκε ο "άβακας". Πολλοί είναι οι αρχαίοι πολιτισμοί που χρησιμοποιούσαν την ιδέα αυτή. Οι αρχαίοι Αιγύπτιοι είχαν ένα σύστημα με αριθμούς, για να κατασκευάζουν τα γεωμετρικά σχήματα. Μια άλλη ενδιαφέρουσα ιδέα ποu ανακαλύφθηκε μόλις λίγες εκατοντάδες χρόνια πριν, ήταν η χρησιμοποίηση συντεταγμένων.
Σήμερα χρησιμοποιούμε τον αριθμητικό έλεγχο με Η/Y ή τον αυτόματο έλεγχο.
ΑΥΤΟΜΑΤΕΣ ΜΗΧΑΝΕΣ
Οι μηχανικοί προσπαθούν να κατασκευάσουν μηχανές ποu θα μπορούμε να κάνοuμε επαναληπτικές εργασίες. Aυτό γιατί ο χρόνος ποu επαναλαμβάνει μια εργασία μία μηχανή είναι πολύ μικρότερος από αυτόν που κάνει ο άνθρωπος. Ο άνθρωπος βέβαια χρειάζεται για να ελέγχει και να ενεργοποιεί τις μηχανές αuτές. Το μειονέκτημα των μηχανών αυτών είναι το ότι χρειάζεται πολύς χρόνος για να τεθούν σε λειτουργία και δεν συμφέρει να τις χρησιμοποιούμε για την κατασκευή λίγων κομματιών. Τις χρησιμοποιούμε μόνο για βιομηχανικούς λόγους.
ΑΡΙΘΜΗΤΙΚΟΣ ΕΛΕΓΧΟΣ
Έxoυν κατασκευασθεί μηχανές που στηρίζουν τη λειτουργία τοuς στον αριθμητικό έλεγχο. Ο αριθμητικός έλεγχος χρησιμοποιεί τους αριθμούς για δύο λόγους. Πρώτον για να ορίσει τις συντεταγμένες ενός σημείου αλλά και για να δώσει μια εντολή στο μηχάνημα να εκτελέσει μια κίνηση, να κόψει κ.λ.π. Το βασικό πλεονέκτημα αvτών των μηχανών είναι ότι μπορούν να καrασκευάζουν πολύπλοκα σχήματα και να εκτελούν πολύπλοκες εργασίες και ο χρόνος που χρειάζονται είναι μικρότερος.
Υπάρχουν όμως και τα εξής μειονεκτήματα:
i) Τα αvθρωπινα λάθη πληκτρολόγησης,
ii) Πρέπει να κωδικοποιούνται οι κινήσεις με κάθε λεπτομέρεια.
iii) Πρέπει να δίνονται ακριβής συντεταγμένες.
C.N.C.
Ο αριθμητικός έλεγχος με Η/Υ χρησιμοποιείται όλο και πιο πολύ. Ο αριθμητικός έλεγχος έχει πολλά πλεονεκτήματα που ενισχύονται με τη χρήση Η/Υ.
Τα πλεονεκτήματα της χρήσης Η/Υ είναι:
i) Ο Η/Υ είναι μοντέρνος και αποτελεσματικός τρόπος χειρισμού αριθμών .
ii) Ικανός να παράγει επικοινωνίες, με όλες τις απαραίτητες αλλαγές στην γλώσσα, κώδικα κ.λ.π. μεταξύ διαφόρων μηχανών ενωμένων με καλώδια.
iii) Ευλύγιστος στην λειτουργία γιατί ένα νέο πρόγραμμα μπορεί να καταχωρηθεί αλλάζοντας την συμπεριφορά.
iν) Ενδεχομένως φθηνό, γιατί ένα πρότυπο από τον Η/Υ μπορεί να δοθεί για κατασκευή σε διάφορες μηχανές.
ΚΑΡΤΑ MIC 926
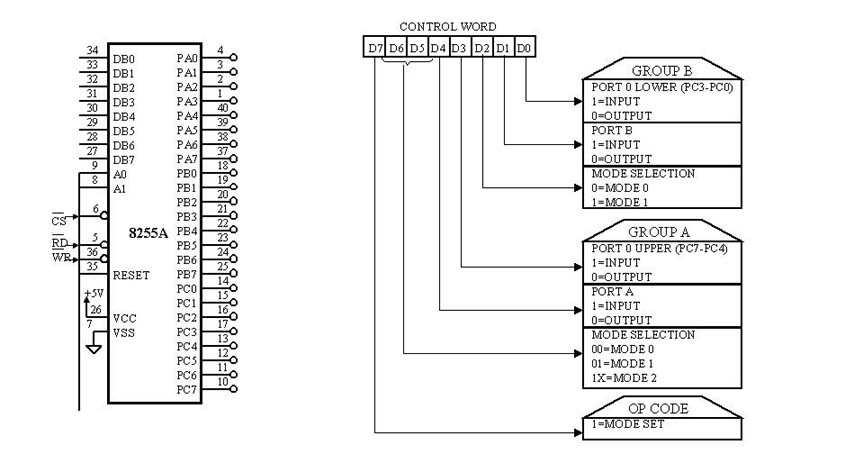
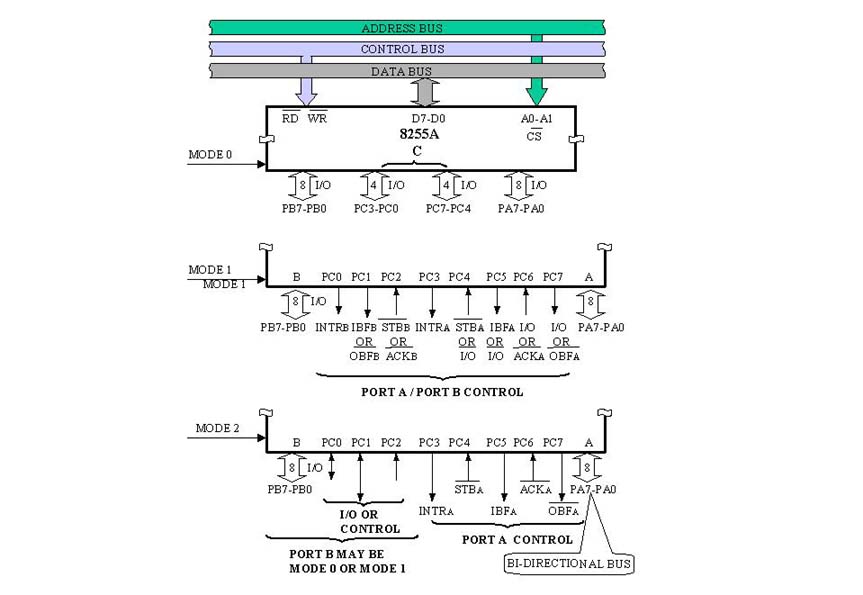
Η κάρτα Mic 926 Mica περιέχει τρεις 8-bit πόρτες δεδομένων, εισόδου εξόδου, τις Α, Β και C και μία πόρτα ελέγχου. Η πόρτα C μπορεί να χωριστεί σε δύο πόρτες 4-bit και να προγραμματιστούν σαν είσοδοι ή έξοδοι.
Το "interface" αυτό λειτουργεί σε δύο μορφές:
1) Mica μορφή -δύο 8-bit παράλληλες πόρτες Α και Β και η πόρτα C χωρισμένη σε δύο 4-bit.
2) ΙΒΜ μορφή -τρεις 8-bit παράλληλες πόρτες.
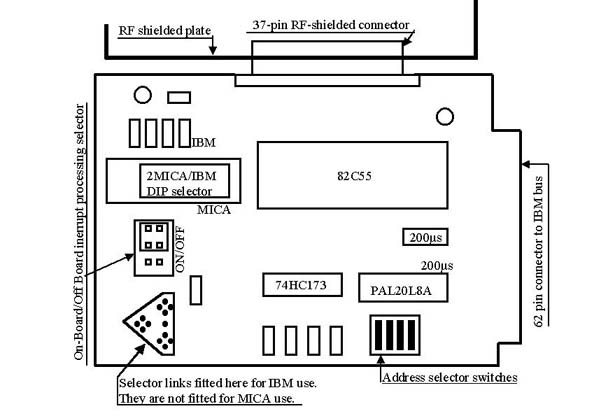
Για τις Mica εφαρμογές υπάρχουν 16 δυνατοί συνδυασμοί για τις παραπάνω πόρτες, που ελέγχονται μέσω software στέλνοντας λέξεις ελέγχου στην πόρτα ελέγχου. Όταν ανοίγουμε την τροφοδοσία όλες οι πόρτες προγραμματίζονται σαν είσοδοι. Η λειτουργία της κάρτας βασίζεται στο chip Intel 82C55 ΡΡΙ (παράρτημα 1 ).
ΕΠΙΛΟΓΕΣ ΕΠΕΞΕΡΓΑΣΙΑΣ "INTERRUPTS"
Mica mode:
1) Χωρίς επεξεργασία "interrupt".
2) Επεξεργασία πάνω στο board ενός "interrupt". (Η πλακέτα δέχεται εξωτερικά σήματα "interrupt" και ελέγχει τις εφαρμογές τους στον Η/Υ).
3) Ένα "interrupt" επεξεργασμένο εκτός board. (Κατευθείαν αποστολή στον Η/Υ).
ΙΒΜ mode:
(c). Δύο "interrupt" επεξεργασμένα off -board.
Η κάρτα Mic 926 έχει προγραμματισθεί, για την εφαρμογή μας σαν Mica interface, χωρίς επεξεργασία "interrupt" με βασική διεύθυνση την 768. Η κάρτα χρησιμοποιεί γκρουπ από 4 διευθύνσεις. Η βασική διεύθυνση είναι πολλαπλάσιο του 4 και πρέπει να βρίσκεται μεταξύ των διευθύνσεων 768 και 792. Η βασική διέuθuνση επιλέγεται με dip-switch στην πλακέτα.
Το Mic 926 interface είναι σχεδιασμένο για να χρησιμοποιείται σε ΙΒΜ PC , ΙΒΜ -ΑΤ, PS/2 μοντέλα 25 και 30 ή σε συμβατά PC.Η κάρτα μπορεί να χρησιμοποιηθεί και σε άλλες εφαρμογές αρκεί να ρυθμιστεί σωστά π.χ. μπορεί να μεσολαβήσει μεταξύ PC και μιας άλλης εξωτερικής μηχανής (expansion slot).
ΧΡΗΣΗ ΚΑΡΤΑΣ ΓΙΑ ΙΒΜ BOARD
Ανάλογα με την εφαρμογή και τις συσκευές που θα δουλέψουν, πρέπει το Mic 926 "interface" να συνδεθεί και προγραμματισθεί κατάλληλα. Είναι ευθύνη του χρήστη να φτιάξει κατάλληλα software ώστε να δουλεύει σωστά. Επίσης πρέπει να εγγυάται ότι όλες οι συνδέσεις του hardware είναι σωστές και όχι επικίνδυνες για το Mic 926 ή τις συσκευές ή το σύστημα στο οποία είναι συνδεδεμένο. Η κάρτα αυτή έχει σχεδιαστεί ώστε να μπορεί να χρησιμοποιηθεί σε κάθε slot επέκτασης του ΙΒΜ PC.
Τα σήματα που χρησιμοποιεί από το "bus" του συστήματος είναι τα εξής :
Address: Οι Α0 και Α1 συνδέονται κατευθείαν στο 8255 IC. Οι Α2 – Α4 γραμμές μεταφέρονται διαμέσου επιλεγμένων διακοπτών και πυλών στην κάρτα 926. Με τα διακοπτάκια μπορούμε να προγραμματίσουμε να λειτουργούν οι επιθυμητές Ι / Ο address. Οι άλλες γραμμές διευθύνσεων χρησιμοποιούνται επίσης μη τροποποιημένες.
Control: Η γραμμή " reset " χρησιμοποιείται όταν ανοίγουμε το μηχάνημα για να ρυθμιστεί (initialize) σωστά το 82C55 και να γίνει η επαναφορά του καταχωρητή των "interrupt ". IOR και IOW χρησιμοποιούνται για το διάβασμα και γράψιμo όπως απαιτείται από ένα πρόγραμμα. ΑΕΝ χρησιμοποιείται για να αποφευχθούν μπερδέματα με άλλες εσωτερικές I/O λειτουργίες τoυ Η/Υ.
Data: Oι γραμμές δεδομένων D0 – D7 χρησιμοποιούνται για τη μεταφορά δεδομένων από και προς το 8255. Επίσης οι γραμμές αυτές χρησιμοποιούνται και για να στέλνονται οι πληροφορίες ελέγχου στον καταχωρητή ελέγχου του 8255.
Interrupt: Οι γραμμές IRQ2 κ' IRQ3 κ' IRQ5 είναι διαθέσιμες για να περαστούν H/W διακοπές στο ΙΒΜ hardware. Τα προγράμματα του χρήστη πρέπει να διευθύνουν και αυτές τις διακοπές.
ΜISCΕLLΑΝΕΟUS FUNCTIONS
These signals are used for On/Off control of a machine function. One M code can, be specified in a block. If two or more M codes are specified, only the last one is effective.
The below information is furnished as a brief illustration of the implementations of M codes on industrial CNC machines. While ΕΙΑ, ISO and ΑΙΑΑ standards exist (see appendix), always consult the programming and Operator Manual οf a particular machine tool / control combination for exact specific details.
CODE |
ΤIΤLΕ |
DESCRIPTION |
M00 |
Program Stop |
Cycle operation is stopped. When stopped, all existing modal information remains unchanged. (Details differs among tool builders). Operator must take an action to continue program execution. |
M01 |
Optional Stop |
Operation is stopped after a block containing ΜΟ1 is read. The code is effective only when the optional stop switch has been set. |
M02 |
End of Program |
Must be in the last block of a program so as to indicate end of program. Μust include rewind of tape. |
M03 |
Spindle οn Clockwise |
Start spindle rotation in a clockwise direction as seen looking out from the spindle face. |
M04 |
Spindle on Counter - clockwise |
Start spindle rotation in counter clockwise direction as seen looking out from the spindle face. |
M05 |
Stop Spindle |
Stop all spindle rotation |
M06 |
Τοοl Change |
If a sequential tool changer is used. Must also be used οn machines when tools are designated by numeric position location. |
M07 |
Coolant Νο2 Οn. (usually flood) |
usually flood |
M08 |
Coolant Νο1 Οn |
Usually mist (On single coolant for machines used for all coolant control ). |
M09 |
Coolant Off |
Turn off all coolant |
Μ10 |
Turn Οn Automatic clamps |
-------- |
Μ11 |
Turn Off Automatic clamps |
-------- |
Μ12 |
Half Index Turret |
Used to provide clearance οn two turret machines so indexing tools may move between each other. |
Μ13 |
Spindle on Clockwise (see Μ03) and coolant On |
-------- |
Μ14 |
Spindle οn Counter - clockwise (see Μ04) and coolant On |
-------- |
Μ19 |
Oriented Spindle Stop |
Stop spindle at a predetermined angu position. |
Μ21 |
Mirror Image X |
-------- |
Μ22 |
Mirror Image Y |
-------- |
M23 |
Μrror Image Off |
-------- |
M25 |
Ζ Axis Home |
Move Z axis spindle to home at rapid rate. |
Μ30 |
Program Stop & Rewind |
Stop all spindle rotation, tool motion and coolant f1ow. Unlock clamps. Re all machine functions tο default start Rewind program. Otherwise similar to Μ02. |
Μ40 |
Select Low Gear Range |
-------- |
Μ41 |
Select High Gear Range |
-------- |
M47 |
Continue Program Execution |
From start unless inhibited by interlock |
M48 |
Cancel Μ49 Override |
-------- |
Μ49 |
Deactivate Manual Spindle and / or feed |
Override and return to programmed rate |
Μ58 |
Cancel Μ59 |
-------- |
Μ59 |
Hold Constant RPM |
-------- |
M98 |
Go tο Subroutine |
From main program |
M99 |
End of Subprogram |
Return to calling program unit. |
|
|
|
G00 |
Rapid Τransverse Positioning |
Move to reference positions without machining. |
G01 |
Linear Τοοl Motion |
At a specified feed rate. |
G02 |
Circular Τοοl Motion |
In a clockwise direction. |
G03 |
Circular Tool Motion |
In a counter clockwise direction. |
G04 |
Α Temporary Dwell or Delay in the Τοοl Motion. |
Ιt is cancelled by the operator. |
G05 |
Α Permanent Hold or De1ay in the Τoοl Motion |
It is cancelled by the operator. |
G06 |
Parabolic Interpolation |
-------- |
G09 |
Causes an Exact Stop |
Of one tool motion before going to the next tool. |
G10 |
Offset |
Set by program. |
G13 |
Select Χ Axis |
-------- |
G14 |
Select Υ Axis |
-------- |
G15 |
Select Ζ Axis |
-------- |
G16 |
Cancel Axis Selection |
-------- |
G17 |
Selection of the Χ & Υ Axes |
Plane for cutting. |
G18 |
Selection of the Χ & Ζ Axes |
Plane for cutting. |
G19 |
Selection of the Υ & Ζ Axes |
Plane for cutting. |
G20 |
Inch Data Input |
-------- |
G21 |
Metric Data Input |
-------- |
G22 |
Activate Stored Axes Travel Limits. |
-------- |
G23 |
Deactivate Stored Axis Travel Limits. |
-------- |
G27 |
Return to Machine Home |
Via programmed travel οn each axis. |
G28 |
Return to Machine Home |
Via programmed intermediate point. |
G29 |
Return to Workpiece |
From machine home via programmed intermediate point. |
G30 |
Return to Reference G29 |
-------- |
G33 |
Constant Lead Threading |
With possible multiple pass. |
G34 |
Increasing Lead |
Thread cutting. |
G35 |
Decreasing Lead |
Thread cutting. |
G40 |
Cancel Radius compensation |
Radius compensation. |
G41 |
Cutter Radius |
Compensation LEFT of wοrkpiece. |
G42 |
Cutter Radius |
Compensation RIGHT of wοrkpiece. |
G43 |
Activate Τοοl Length |
Compensation in SAME direction as stored offset. |
G44 |
Activate Τοοl Length |
Compensation in OPPOSITE direction as stored offset. |
G46 |
Τοοl Offset |
Increase |
G47 |
Τοοl Offset |
Double increase |
G49 |
Τοοl Offset |
Double decrease. |
G49 |
Τοοl Length |
Compensation cancel. |
G50 |
Establish Floating Zero |
-------- |
G53 |
Αll Positioning Data are with Reference tο Machine Home. |
-------- |
G54 |
Position Data Reference |
Floating zero 1st fixture |
G55 |
Position Data Reference |
Floating zero 2nd fixture |
G56 |
Position Data Reference |
Floating zero 3rd fixture |
G57 |
Position Data Reference |
Floating zero 4th fixture |
G59 |
Reposition Floating Zero |
To new location |
G60 |
Exact Stop of one Τοοl Motion |
Before going to next tool. |
G63 |
Cancel Feedrate Override |
-------- |
G64 |
Cancel G60 |
-------- |
G65 |
User Macro |
-------- |
G66 |
Cancel User Macro |
-------- |
G70 |
Inch Input Data |
-------- |
G70 |
Finish Turning Cycle |
-------- |
G71 |
Metric Data Input |
-------- |
G72 |
Multiple Pass Facing canned Cycle. |
-------- |
G72 |
Activate Third Axis |
-------- |
G73 |
Multiple - pass Pattern Repeat Canned Cycle. |
-------- |
G73 |
Peck Drill Cycle |
-------- |
G73 |
3rd Axis Circular Interpolation. |
Clockwise |
G74 |
Peck in Z Axis Canned Cycle. |
-------- |
G74 |
Tapping. |
-------- |
G75 |
Peck Cycle in X Axis. |
-------- |
G76 |
Μultiple Pass Single Point Threading Canned Cycle. |
-------- |
G76 |
Fine Bore. |
-------- |
G80 |
Cancel Canned Cycle. |
-------- |
G81 |
Drilling Canned Cycle. |
Feed in and rapid out |
G82 |
Drill with Dwell. |
-------- |
G83 |
Peck Drill |
Multiple feed pecks & rapids out |
G84 |
Basic Tapping Cycle |
Feed in, reverse feed out |
G85 |
Canned Boring Cycle |
Feed in, feed out |
G86 |
Alternate Boring Cycle |
Feed in, stop spindle & rapid out |
G86 |
Alternate Boring Cycle |
Feed ίn, stop spindle, manual retract |
G88 |
Alternate Boring Cycle |
Feed in, dwell, stop spindle, manual retract |
G89 |
Alternate Boring Cycle |
Feed in, dwell & feed out |
G90 |
Single Pass Turning |
-------- |
G91 |
Incremental Positioning |
-------- |
G92 |
Establish Floating Zero |
-------- |
G94 |
Inch Per Minute Programming |
-------- |
G94 |
Single Pass Facing |
-------- |
G95 |
Inch Per Revolution Programming |
-------- |
G96 |
Constant Surface Speed Programming |
-------- |
G97 |
Revolutions Per Minute Programming |
-------- |
G98 |
Inch Per Minute Programming |
-------- |
G99 |
Inch Per Revolution Programming |
-------- |
G99 |
Position Data with 99 |
Refers to machine home. |
ΠΑΡΑΔΕΙΓΜΑ
Να γραφτεί πρόγραμμα που να δημιουργεί το παρακάτω σχήμα.
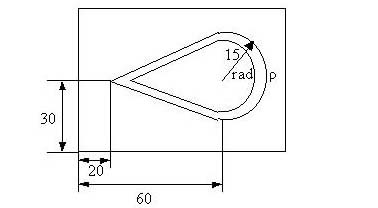
| N | G | F | M | X | Y | Z | I | J |
| 1 | 00 | 20 | 30 | |||||
| 2 | 01 | 2 | 03 | -10 | ||||
| 3 | 4 | 60 | 45 | |||||
| 4 | 02 | 75 | 30 | 0 | -15 | |||
| 5 | 60 | 15 | -15 | 0 | ||||
| 6 | 01 | 20 | 30 | |||||
| 7 | 01 | 2 | 06 | 0 | ||||
| 8 | 08 |
![]()