CNC III
Τόρνος : [Κώδικες <Μ>] , [Κώδικες <G>]
Φρέζα : [Κώδικες <M>] , [Κώδικες <G>]
[Ευρεση Συντεταγμένων Σημείων] [Στοιχεία Γεωμετρίας] [Συστήματα Διαστασιολόγησης]-[Ασκήσεις] [Σημεία Αναφοράς] [Στοιχεία Προγραμματισμού]
ΚΑΤΑΛΟΓΟΣ ΚΩΔΙΚΩΝ <Μ> ΓΙΑ ΤΟΝ ΤΟΡΝΟ DENFORD
Οι κώδικες Μ είναι εντολές που περιγράφουν τις βοηθητικές λειτουργίες της μηχανής DENFORD με έλεγχο fanuc. Ο κώδικας Μ χρειάζεται συχνά πρόσθετες πληροφορίες όπως στροφές η αριθμό εργαλείου. Οι κώδικες Μ που διαθέτει ο έλεγχος fanuc μαζί με την επεξήγησή τους παρατίθενται πιο κάτω.
Kώδικας |
|
Μ00 |
ΣΤΑΜΑΤΗΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ |
Μ01 |
ΠΡΟΑΙΡΕΤΙΚΟ ΣΤΑΜΑTHΜA |
Μ02 |
ΜΗΔΕΝΙΣΜΟΣ ΤΟΥ ΠΡΟΓΡΑΜΜΑΤΟΣ |
Μ03 |
ΑΤΡΑΚΤΟΣ ΔΕΞIΑ |
Μ04 |
ΑΤΡΑΚΤΟΣ ΑΡΙΣΤΕΡΑ |
Μ05 |
ΣΤΑΜΑΤΗΜΑ ΤΗΣ ΑΤΡΑΚΤΟΥ |
Μ06 |
ΑΥΤΟΜΑΤΗ ΑΛΛΑΓΗ ΕΡΓΑΛΕΙΟΥ |
Μ08 |
ΡΟΗ ΤΟΥ ΨΥΚΤΙΚΟΥ ΥΓΡΟΥ |
Μ09 |
ΠΑΥΣΗ ΤΗΣ ΡΟΗΣ ΤΟΥ ΨΥΚΤΙΚΟΥ ΥΓΡΟΥ |
Μ10 |
ΑΝΟΙΓΜΑ ΤΩΝ ΣΦΙΓΚΤΗΡΩΝ ΤΟΥ ΤΣΟΚ |
Μ11 |
ΚΛΕΙΣΙΜΟ ΤΩΝ ΣΦΙΓΚΤΗΡΩΝ ΤΟΥ ΤΣΟΚ |
Μ13 |
ΑΤΡΑΚΤΟΣ ΔΕΞΙΑ ΚΑΙ ΡΟΗ ΤΟΥ ΨΥΚΤΙΚΟΥ ΥΓΡΟΥ |
Μ14 |
ΑΤΡΑΚΤΟΣ ΑΡΙΣΤΕΡΑ ΚΑΙ ΠΑΥΣΗ ΤΗΣ ΡΟΗΣ ΤΟΥ ΨΥΚΤΙΚΟΥ ΥΓΡΟΥ |
Μ25 |
ΠΡΟΕΚΤΑΣΗ ΤΗΣ ΜΥΤΗΣ ΤΟΥ ΚΕΝΤΡΟΦΟΡΕΑ (ΚΟΥΚΟΥΒΑΓΙΑ) |
Μ26 |
ΑΠΟΧΩΡΗΣΗ ΤΗΣ ΜΥΤΗΣ ΤΟΥ ΚΕΝΤΡΟΦΟΡΕΑ (ΚΟΥΚΟΥΒΑΓΙΑ) |
Μ30 |
ΜΗΔΕΝΙΣΜΟΣ ΤΟΥ ΠΡΟΓΡΑΜΜΑΤΟΣ ΚΑI ΕΠΑΝΑΤΥΛΙΞΗ |
Μ38 |
ΑΝΟΙΓΜΑ ΤΗΣ ΠΟΡΤΑΣ |
Μ39 |
ΚΛΕΙΣΙΜΟ ΤΗΣ ΠΟΡΤΑΣ |
Μ62 |
ΒΟΗΘΗΤΙΚΟ 1 ΕΝΕΡΓΟ |
Μ63 |
ΒΟΗΘΗΤΙΚΟ 2 ΕΝΕΡΓΟ |
Μ64 |
ΒΟΗΘΗΤΙΚΟ 1 ΑΝΕΝΕΡΓΟ |
Μ65 |
ΒΟΗΘΗΤΙΚΟ 2 ΑΝΕΝΕΡΓΟ |
Μ66 |
ΑΝΑΜΟΝΗ ΕΙΣΟΔΟΥ 1 ΟΝ |
Μ67 |
ΑΝΑΜΟΝΗ ΕΙΣΟΔΟΥ 2 ΟΝ |
Μ76 |
ΑΝΑΜΟΝΗ ΕΙΣΟΔΟΥ 1 OFF |
Μ77 |
ΑΝΑΜΟΝΉ ΕΙΣΟΔΟΥ 2 OFF |
Μ98 |
ΚΛΗΣΗ ΤΟΥ ΥΠΟ-ΠΡΟΓΡΑΜΜΑΤΟΣ |
Μ99 |
ΤΕΛΟΣ ΤΟΥ ΥΠΟ-ΠΡΟΓΡΑΜΜΑΤΟΣ |
Οι κώδικες Μ62 -Μ65 προορίζονται από τους κατασκευαστές εpyαλειομηχανών για να παρέχουν ένα σήμα εξόδου σε συσκευές εξωτερικές προς την ίδια την εργαλειομηχανή. Τέτοια συσκευή είναι για παράδειγμα ο έλεγχος ενός μεταφορέα και ενός βραχίονα από ρομπότ που θα φόρτωναν στην εργαλειομηχανή το επόμενο δοκίμιο σαν μέρος ενός συστήματος αυτόματης κατεργασίας.
Οι κώδικες Μ66 Μ67 Μ76 Μ77 προορίζονται από τον κατασκευαστή της εργαλειομηχανής για την λήψη ενός σήματος εισόδου που προέρχεται από μια περιφερειακή συσκευή το οποίο θα σημαίνει ότι μπορεί να αρχίσει η λειτουργία της μηχανής. Για παράδειγμα ένας βραχίονας ρομπότ με το που θα έχει τοποθετήσει σωστά το δοκίμιο στη μηχανή μπορεί με αυτούς τους κώδικες να προκαλέσει το ξεκίνημα του προγράμματος C.Ν.C.
ΚΑΤΑΛΟΓΟΣ
ΚΩΔΙΚΩΝ <G> ΓΙΑ ΤΟΝ ΤΟΡΝΟ DENFORD
![]()
Οι κώδικες G είναι εντολές που περιγράφουν τις κινήσεις του εργαλείου. Συνήθως οι κώδικες G χρειάζονται πληροφορίες όπως ταχύτητα πρόωσης η συντεταγμένες. Οι κώδικες G καθώς και η επεξήγησή τους παρατίθενται παρακάτω.
Ομάδα |
Kώδικας |
|
1 |
G00 |
ΓΡΗΓΟΡΗ ΔΙΑΔΡΟΜΗ |
1 |
G01 |
ΕΥΘΕΙΑ ΔΙΑΔΡΟΜΗ |
1 |
G02 |
ΔΕΞΙΟΣΤΡΟΦΟ ΤΟΞΟ |
1 |
G03 |
ΑΡΙΣΤΕΡΟΣΤΡΟΦΟ ΤΟΞΟ |
0 |
G04 |
ΧΡΟΝΙΚΗ ΚΑΘΥΣΤΕΡΗΣΗ |
6 |
G20 |
ΕΙΣΟΔΟΣ ΔΕΔΟΜΕΝΩΝ ΣΕ ΙΝΤΣΕΣ |
6 |
G21 |
ΕΙΣΟΔΟΣ ΔΕΔΟΜΕΝΩΝ ΣΕ MM |
0 |
G28 |
ΕΠΙΣΤΡΟΦΗ ΣΤΟ ΣΗΜΕΙΟ ΑΝΑΦΟΡΑΣ |
7 |
G40 |
ΑΚΥΡΩΣΗ ΑΝΤΙΣΤΑΘΜΙΣΗΣ ΑΚΤΙΝΑΣ ΜΥΤΗΣ EPΓΑΛEIOY |
7 |
G41 |
ΑΡΙΣΤΕΡΗ ΑΝΤΙΣΤΑΘΜΙΣΗ ΑΚΤΙΝΑΣ ΜΥΤΗΣ ΕΡΓΑΛΕΙΟΥ |
7 |
G42 |
ΔΕΞΙΑ ΑΝΤΙΣΤΑΘΜΙΣΗ ΑΚΤΙΝΑΣ ΜΥΤΗΣ EPΓΑΛΕIOY |
0 |
G50 |
ΑΛΛΑΓΗ ΣΥΝΤΕΤΑΓΜΕΝΩΝ ΕΡΓΑΣΙΑΣ / ΡΥΘΜΙΣΗ ΜΈΓΙΣΤΩΝ ΣΤΡΟΦΩΝ ΤΗΣ ΑΤΡΑΚΤΟΥ ΑΝΑ ΛΕΠΤΟ |
4 |
G70 |
ΚΥΚΛΟΣ ΦΙΝΙΡΙΣΜΑΤΟΣ |
4 |
G71 |
ΚΥΛΙΝΔΡΙΚΗ ΤΟΡΝΈΥΣΗ |
0 |
G72 |
ΕΠΙΠΕΔΗ ΤΟΡΝΕΥΣΗ |
0 |
G73 |
ΑΝΤΙΓΡΑΦΙΚΗ ΤΟΡΝΕΥΣΗ |
0 |
G74 |
ΒΗΜΑΤΙΚΟ ΤΡΥΠΗΜΑ ΣΤΟΝ ΑΞΟΝΑ Ζ |
0 |
G75 |
ΑΥΛΑΚΩΣΗ ΣΤΟΝ ΑΞΟΝΑ Χ |
0 |
G76 |
ΚYKΛΟΣ ΚΟΠΗΣ ΣΠΕΙΡΩΜΑΤΟΣ ΜΕ ΠΟΛΛΑ ΠΑΣΑ |
0 |
G81 |
ΚΥΚΛΟΣ ΤΡΥΠΗΜΑΤΟΣ |
1 |
G90 |
ΚΥΚΛΟΣ ΤΟΡΝΙΡΙΣΜΑΤΟΣ |
1 |
G92 |
ΚΥΚΛΟΣ ΚΟΠΗΣ ΣΠΕΙΡΩΜΑΤΟΣ |
1 |
G94 |
ΚΥΚΛΟΣ ΤΟΡΝΕΥΣΗΣ ΠΡΟΣΩΠΟΥ |
2 |
G96 |
ΕΛΕΓΧΟΣ ΣΤΑΘΕΡΗΣ ΕΠΙΦΑΝΕΙΑΚΗΣ ΤΑΧΥΤΗΤΑΣ |
2 |
G97 |
ΑΚΥΡΩΣΗ ΕΛΕΓΧΟΥ ΣΤΑΘΕΡΗΣ ΕΠΙΦΑΝΕΙΑΚΗΣ ΤΑΧΥΤΗΤΑΣ |
11 |
G98 |
ΠΡΟΩΣΗ ΑΝΑ ΛΕΠΤΟ |
11 |
G99 |
ΠΡΟΩΣΗ ΑΝΑ ΠΕΡΙΣΤΡΟΦΗ |
1. Οι κώδικες της ομάδας 00 είναι μιας εκτέλεσης και ενεργούν μόνο μέσα στο αντίστοιχο block εντολών.
2. Στο ίδιο block μπopoύν να υπάρχουν κώδικες από διάφορες ομάδες. Αν συνυπάρχουν περισσότεροι από ένας κώδικες G της ίδιας ομάδας ενεργεί μόνο ο τελευταίος από αυτούς
ΚΑΤΑΛOΓOΣ
ΚΩΔΙΚΩΝ <Μ> ΓIΑ ΤΗΝ ΦΡΕΖΑ DENFORD
![]()
Οι κώδικες Μ είναι εντολές που περιγράφουν τις βοηθητικές λειτουργίες της μηχανής DENFORD με έλεγχο fanuc. Ο κώδικας Μ χρειάζεται συχνά πρόσθετες πληροφορίες όπως στροφές η αριθμό εργαλείου. Οι κώδικες Μ που διαθέτει ο έλεγχος fanuc μαζί με την επεξήγησή τους παρατίθενται πιο κάτω.
Kώδικας |
|
Μ00 |
ΣΤΑΜΑTHΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ |
Μ02 |
ΤΕΛΟΣ ΠΡΟΓΡΑΜΜΑΤΟΣ |
Μ03 |
ΔΕΞΙΟΣΤΡΟΦΗ ΠΕΡΙΣΤΡΟΦΗ ΤΗΣ ΑΤΡΑΚΤΟΥ |
Μ04 |
ΑΡΙΣΤΕΡΟΣΤΡΟΦΗ ΠΕΡΙΣΤΡΟΦΗ ΤΗΣ ΑΤΡΑΚΤΟΥ |
Μ05 |
ΣΤΑΜΑΤΗΜΑ ΤΗΣ ΑΤΡΑΚΤΟΥ |
Μ06 |
ΑΥΤΟΜΑΤΗ ΑΛΛΑΓΗ ΕΡΓΑΛEIOY |
Μ08 |
ΨΥΚΤΙΚΟ ΥΓΡΟ ΑΝΟΙΚΤΟ |
Μ09 |
ΨΥΚΤΙΚΟ ΥΓΡΟ ΚΛΕΙΣΤΟ |
Μ10 |
ΑΡΠΑΓΗ ΕΡΓΑΣΙΑΣ ΑΝΟΙΚΤΗ (ΜΕΓΓΕΝΗ) |
Μ11 |
ΑΡΠΑΓΗ ΕΡΓΑΣΙΑΣ ΚΛΕΙΣΤΗ (ΜΕΓΓΕΝΗ) |
Μ13 |
ΔΕΞΙΟΣΤΡΟΦΗ ΠΕΡΙΣΤΡΟΦΗ ΚΑΙ ΨΥΚΤΙΚΟ ΥΓΡΟ ΑΝOIKTO |
Μ14 |
ΑΡΙΣΤΕΡΟΣΤΡΟΦΗ ΠEPIΣTPOΦH ΚΑΙ ΨΥΚΤΙΚΟ ΥΓΡΟ ΚΛΕΙΣΤΟ |
Μ19 |
ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ ΤΗΣ ΑΤΡΑΚΤΟΥ |
Μ20 |
ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΜΕΣΑ |
Μ21 |
ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛEIOY ΠΙΣΩ |
Μ22 |
ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΚΑΤΩ |
Μ23 |
ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΑΝΩ |
Μ24 |
ΡΑΒΔΟΣ ΑΡΠΑΓΗΣ Α.Σ.Ε. ΑΝΟΙΚΤΗ |
Μ25 |
ΡΑΒΔΟΣ ΑΡΠΑΓΗΣ Α.Σ.Ε. ΚΛΕΙΣΤΗ |
Μ27 |
ΝΕΑ ΑΡΧΗ ΤΟΥ ΜΥΛΟΥ |
Μ32 |
ΒΡΑΧΙΟΝΑΣ (ΑTC) ΔΕΞIΑ |
Μ33 |
ΒΡΑΧΙΟΝΑΣ (ATC) ΑΡΙΣΤΕΡΑ |
Μ62 |
ΒΟΗΘΗΤΙΚΟ 1 ΕΝΤΟΣ |
Μ63 |
ΒΟΗΘΗΤΙΚΟ 2 ΕΝΤΟΣ |
Μ64 |
ΒΟΗΘΗΤΙΚΟ 1 ΕΚΤΟΣ |
Μ65 |
ΒΟΗΘΗΤΙΚΟ 2 ΕΚΤΟΣ |
Μ66 |
ΑΝΑΜΟΝΗ ΓΙΑ ΕIΣΑΓΩΓΗ 1 |
Μ67 |
ΑΝΑΜΟΝΉ ΓIΑ ΕΙΣΑΓΩΓΗ 2 |
Μ70 |
KAΘPEΠTIΣΜΟΣ ΣTON ΑΞΟΝΑ Χ |
Μ71 |
KAΘPEΠTIΣMOΣ ΣTON ΑΞΟΝΑ Υ |
Μ76 |
AΝAMONH ΓΙΑ ΝΑ ΚΑΤΕΒΕΙ Η EIΣAΓΩΓH 1 |
Μ77 |
AΝAMONH ΓΙΑ ΝΑ ΚΑΤΕΒΕΙ Η EIΣΑΓΩΓH 2 |
Μ80 |
ΑΚΥΡΩΣΗ ΤΗΣ Μ70 |
Μ81 |
ΑΚΥΡΩΣΗ ΤΗΣ Μ71 |
Μ98 |
ΚΑΛΕΣΜΑ ΥΠΟΠΡOΓPAΜΜΑTOΣ |
Μ99 |
ΤΕΛΟΣ ΥΠΟΠΡΟΓΡΑΜΜΑΤΟΣ |
ΚΑΤΑΛΟΓΟΣ
ΚΩΔΙΚΩΝ <G> ΓΙΑ ΦΡΕΖΑ DENFORD
![]()
Οι κώδικες G είναι εντολές που περιγράφουν τις κινήσεις του εργαλείου. Συνήθως οι κώδικες G χρειάζονται πληροφορίες όπως η ταχύτητα πρόωσης η οι συντεταγμένες Οι κώδικες G καθώς και η επεξήγησή τους παρατίθενται πιο κάτω.
Ομάδα |
Kώδικας |
|
1 |
G00 |
ΓΡΗΓΟΡΗ ΜΕΤΑΚΙΝΗΣΗ |
1 |
G01 |
ΜΕΤΑΚΙΝΗΣΗ ΜΕ ΠΡΟΩΣΗ |
1 |
G02 |
ΚΥΚΛΙΚΗ ΔΕΞΙΟΣΤΡΟΦΗ ΚΙΝΗΣΗ |
1 |
G03 |
ΚΥΚΛΙΚΗ ΑΡΙΣΤΕΡΟΣΤΡΟΦΗ KΙNHΣH |
0 |
G04 |
ΧΡΟΝΙΚΗ ΚΑΘΥΣΤΕΡΗΣΗ |
2 |
G17 |
ΕΠΙΛΟΓΗ ΕΠΙΠΕΔΟΥ Χ-Υ |
2 |
G18 |
ΕΠΙΛΟΓΗ ΕΠΙΠΕΔΟΥ Ζ-Χ |
2 |
G19 |
ΕΠΙΛΟΓΗ ΕΠΙΠΕΔΟΥ Υ-Ζ |
6 |
G20 |
ΕΙΣΑΓΩΓΗ ΤΩΝ ΔΙΑΣΤΑΣΕΩΝ ΣΕ INTΣEΣ |
6 |
G21 |
ΕΙΣΑΓΩΓΗ ΤΩΝ ΔΙΑΣΤAΣEΩN ΣΕ MM |
0 |
G28 |
ΕΠΙΣΤΡΟΦΗ ΣΤΟ ΣΗΜΕΙΟ ΑΝΑΦΟΡΑΣ |
7 |
G40 |
ΑΚΥΡΩΣΗ ΑΝΤΙΣΤΑΘΜΙΣΗΣ |
7 |
G41 |
ΑΝΤΙΣΤΑΘΜΙΣΗ ΑΚΤΙΝΑΣ ΕΡΓΑΛΕΙΟΥ ΑΡΙΣΤΕΡΑ |
7 |
G42 |
ΑΝΤΙΣΤΑΘΜΙΣΗ ΑΚΤΙΝΑΣ ΕΡΓΑΛΕΙΟΥ ΔΕΞΙΑ |
9 |
G73 |
ΚΥΚΛΟΣ ΒΗΜΑΤΙΚΟΥ ΤΡΥΠΗΜΑΤΟΣ |
9 |
G74 |
ΚΥΚΛΟΣ ΑΡΙΣΤΕΡΟΥ ΣΠΕΙΡΩΜΑΤΟΣ |
9 |
G76 |
ΦΙΝΙΡΙΣΜΑ ΟΠΗΣ |
9 |
G80 |
ΑΚΥΡΩΣΗ KΛΕΙΣTOY ΚΥΚΛΟΥ |
9 |
G81 |
ΚΥΚΛΟΣ ΤΡΥΠΗΜΑΤΟΣ -ΣΗΜΕΙΑΚΗ ΕΠΕΞΕΡΓΑΣΙΑ ΟΠΗΣ |
9 |
G82 |
ΚΥΚΛΟΣ ΤΡΥΠΗΜΑΤΟΣ -ΑΝΤΙΣΤΡΟΦΗ ΕΠΕΞΕΡΓΑΣΙΑ OΠΗΣ |
9 |
G83 |
ΚΥΚΛΟΣ ΤΡΥΠΗΜΑΤΟΣ ΜΕ ΕΠΙΣΤΡΟΦΗ |
9 |
G84 |
ΚΥΚΛΟΣ ΣΠΕΙΡΩΜΑΤΟΣ |
9 |
G85 |
ΤΡYΠHΜA |
9 |
G86 |
ΤΡΥΠΗΜΑ |
9 |
G87 |
ΚΥΚΛΟΣ ΑΝΤΙΣΤΡΟΦΗΣ ΕΠΕΞΕΡΓΑΣΙΑΣ ΟΠΗΣ |
9 |
G89 |
ΤΡΥΠΗΜΑ |
3 |
G90 |
ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΣΕ ΑΠΟΛΥΤΟ ΣΥΣTHMA ΣΥΝΤΕΤ/ΝΩΝ |
3 |
G91 |
ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΣΕ ΣXETIKO ΣΥΣTHMA ΣΥΝΤΕΤ/ΝΩΝ |
0 |
G92 |
ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ TOY ΣΗΜΕΙΟY ΑΠΟΛYTOY ΜΗΔΕΝΟΣ |
5 |
G94 |
ΠΡOΩΣH ΑΝΑ ΛΕΠΤΟ |
5 |
G95 |
ΠΡΟΩΣΗ ΑΝΑ ΣΤΡΟΦΗ |
10 |
G98 |
ΕΠIΣTPOΦH ΣTO ΑΡΧΙΚΟ ΣΗΜΕΙΟ ΤΟΥ ΚΛΕΙΣΤΟΥ ΚΥΚΛΟΥ |
10 |
G99 |
ΕΠΙΣΤΡΟΦΗ ΣΤΟ R ΤΟΥ ΚΛΕΙΣΤΟΥ KYKΛOY |
ΕΠΕΞΗΓΗΣΗ
ΚΩΔΙΚΩΝ “Μ” ΓΙΑ ΤΟΡΝΟ C.N.C (Denford)
![]()
ΓΛΩΣΣΑ ΠΡOΓPAMMATIΣMOY FANUC OΤ
Οι κώδικες <Μ> είναι οδηγίες περιγραφής των βοηθητικών λειτουργιών της μηχανής C.N.C. 'Ενας κώδικας <Μ> αρκετά συχνά απαιτεί και άλλες πληροφορίες όπως π.χ. η ταχύτητα του άξονα ή ο αριθμός του εργαλείου.
KΩΔIKΑΣ Μ00 (ΣΤΑΜΑΤΗΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ)
Ο κώδικας Μ00 σταματά προσωρινά το πρόγpαμμα για οποιοδήποτε λόγο θέλει ο χειριστής και ξαναξεκινά με το πάτημα του πλήκτρου Enter. Π.χ. Ν90 Μ00
ΚΩΔΙΚΑΣ Μ02 (ΤΕΛΟΣ ΠΡΟΓΡΑΜΜΑΤΟΣ )
Ο κώδικας Μ02 σταματάει τον άξονα να περιστρέφεται , κλείνει το ψυκτικό υγρό , και τελειώνει το πρόγpαμμα. Π.χ. ΝΙ20 Μ02
KΩΔIKΟΣ Μ03 (ΞΕΚIΝΗΜΑ ΑΞΟΝΑ ΔΕΞΙΟΣΤΡΟΦΑ ΑΛΛΑΓΗ ΣΤΡΟΦΩΝ)
Ο κώδικας Μ03 ξεκινάει τον άξονα δεξιόστροφα με τις προκαθορισμένες στροφές. Συνοδεύεται από το γpάμμα <S> και τον αριθμό των στροφών. Π.χ. Ν50 Μ03 S1500
ΚΩΔΙΚΑΣ Μ04 (ΞΕΚΙΝΗΜΑ ΑΞΟΝΑ ΑΡΙΣΤΕΡΟΣΤΡΟΦΑ ΑΛΛΑΓΗ ΣΤΡΟΦΩΝ)
Ο κώδικας Μ04 ξεκινάει τον άξονα αριστερόστροφα με τις προκαθορισμένες στροφές. Συνοδεύεται από το γράμμα <S> και τον αριθμό των στροφών. Π.χ. Ν130 Μ04 Sl200
ΚΩΔΙΚΑΣ Μ05 (ΣΤΑΜΑΤΗΜΑ ΑΞΟΝΑ)
Ο κώδικας Μ05 σταματάει την περιστροφή του άξονα χωρίς να αλλάζει τις στροφές. Π.χ. Ν330 Μ05
ΚΩΔIΚΑΣ Μ06 (ΑΥΤΟΜΑΤΗ ΑΛΛΑΓΗ ΕΡΓΑΛΕΙΟΥ)
Ο κώδικας Μ06 αλλάζει αυτόματα το εργαλείο. Συνοδεύεται από το γράμμα <Τ> και τον αριθμό του εργαλείου. Π.χ. Ν40 Μ06 Τ01 ή Τ0202 ή Τ1
Το ακραίο αριστερό ψηφίο από το Τα, αγνοώντας τα μηδενικά επιλέγει το νέο εργαλείο.
ΚΩΔΙΚΑΣ Μ08 (ΨΥΚΤΙΚΟ ΥΓΡΟ ΑΝΟΙΚΤΟ)
Ο κώδικας Μ08 δίνει εντολή στο πρόγραμμα να ανοίξει το ψυκτικό υγρό του μηχανήματος. Π.χ. Ν200 Μ08
ΚΩΔΙΚΑΣ Μ09 (ΨΥΚΤΙΚΟ ΥΓΡΟ KΛΕΙΣΤΟ)
Ο κώδικας Μ09 δίνει εντολή στο πρόγραμμα να κλείσει το ψυκτικό υγρό του μηχανήματος. Π.χ. Ν220 Μ09
ΚΩΔIΚΑΣ Μ10 (ΤΣΟΚ ΑΝΟΙΚΤΟ)
Στις περισσότερες εργαλειoμιηχανές C.N.C. το τσόκ είναι υδραυλικό. Έτσι ο κώδικας Μ10 δίνει εντολή στο πρόγραμμα να ανοίξει το τσόκ. Π.χ. Ν120 Μ10
ΚΩΔΙΚΑΣ Μ11 (ΤΣΟΚ ΚΛΕΙΣΤΟ)
Ο κώδικας Μ11 δίνει εντολή στο πρόγραμμα να κλείσει το τσόκ. Π.χ. Ν190 Μ11
ΚΩΔIΚΑΣ Μ13 (ΞΕΚΙΝΗΜΑ ΑΞΟΝΑ ΔΕΞΙΟΣΤΡΟΦΑ ΨΥΚΤΙΚΟ ΥΓΡΟ ΑΝΟΙΚΤΟ)
Ο Kώδικας Μ13 ξεκινάει τον άξονα δεξιόστροφα με τις προκαθορισμένες στροφές ενώ ταυτόχρονα ανοίγει και το ψυκτικό υγρό. Συνοδεύεται από το γράμμα S και τον αριθμό των στροφών. Π.χ. Ν220 Μ13 S1250
ΚΩΔIΚΑΣ Μ14 (ΞΕΚIΝΗΜΑ ΑΞΟΝΑ ΑΡΙΣΤΕΡΟΣΤΡΟΦΑ ΨΥΚΤΙΚΟ ΥΓΡΟ ΑΝΟΙΚΤΟ)
Ο κώδικας Μ14 ξεκινάει τον άξονα αριστερόστροφα με τις προκαθορισμένες στροφές ενώ ταυτόχρονα ανοίγει και το ψυκτικό υγρό. Συνοδεύεται από το γράμμα S και τον αριθμό των στροφών .
Π.χ. Ν220 Μ14 S1250
ΚΩΔIΚΑΣ Μ25 (ΠΡΟΕΚΤΑΣΗ ΠΟΝΤΑΣ ΤΗΣ ΚΟΥΚΟΥΒΑΓΙΑΣ)
Ο κώδικας Μ25 βγάζει προς τα έξω (προεκτείνει) την πόντα της κουκουβάγιας. Π.χ. Ν330 Μ25
ΚΩΔIΚΑΣ Μ26 (ΕΠΑΝΑΦΟΡΑ ΠΟΝΤΑΣ ΤΗΣ ΚΟΥΚΟΥΒΑΓΙΑΣ)
Ο κώδικας Μ26 βάζει προς τα μέσα (επαναφέρει) την πόντα της κουκουβάγιας. Π.χ. Ν330 Μ26
ΚΩΔIΚΑΣ Μ30 (ΤΕΛΟΣ ΚΑI ΕΠΑΝΑΦΟΡΑ ΤΟΥ ΠΡΟΓΡΑΜΜΑΤΟΣ)
Ο κώδικας Μ30 σταματάει την περιστροφή του άξονα , κλείνει το ψυκτικό υγρό , ορίζει το τέλος του προγράμματος και επαναφέρει το πρόγραμμα στην αρχή του. Π.χ. Ν250 Μ30
ΚΩΔIΚΑΣ Μ38 (ΠΟΡΤΑ ΑΝΟΙΚΤΗ)
Όλες οι εργαλειoμηχανές C.N.C. διαθέτουν προστατευτικές πόρτες για την αποφυγή ατυχημάτων. Άλλες πόρτες ανοίγουν χειροκίνητα και άλλες υδραυλικά. Ο κώδικας Μ38 ανοίγει την πόρτα του μηχανήματος αυτόματα. Π.χ. Ν340 Μ38
ΚΩΔΙΚΑΣ Μ39 (ΠΟPT Α ΚΛΕIΣΤΗ)
Ο κώδικας Μ39 κλείνει την πόρτα του μηχανήματος αυτόματα. Π.χ. Ν340 Μ39
ΕΠΕΞΗΓΗΣΗ
ΚΩΔΙΚΩΝ “G” Γ1Α ΤΟΡΝΟ C.N.C. (Denford)
![]()
ΓΛΩΣΣΑ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ FANUC ΟΤ
(1) ΚΩΔΙΚΑΣ G00 (ΓΡΗΓΟΡΗ ΚΙΝΗΣΗ)
Ένας κώδικας G00 κάνει το εργαλείο να κινηθεί προς το δοθέν σημείο με την μεγαλύτερη πρόωση του μηχανήματoς. Π.χ. Ν100 G00 Χ30 Ζ20
(1) ΚΩΔIΚΑΣ G01 (ΓΡΑΜΜΙΚΗ ΚΙΝΗΣΗ)
Ένας κώδικας G01 κάνει το εργαλείο να κινηθεί γραμμικά προς το δοθέν σημείο με τηv τελευταία προσδιοριζόμενη πρόωση. Π.χ. Ν200 G01 Χ30 Ζ-20 F5
(1) ΚΩΔIΚΑΣ G02 (ΔΕΞΙΟΣΤΡΟΦΟ ΤΟΞΟ ΣΤΗΝ ΦΟΡΑ ΤΟΥ ΡΟΛΟΓΙΟΥ)
'Ενας κώδικας G02 προκαλεί μια δεξιόστροφη κυκλική κίνηση σύμφωνα με τηv φορά του ρολογιού στο προκαθορισμένο σημείο και με το δοθέν τόξο ακτίνας R. Π.χ. Ν120 G02 Χ30 Ζ-19.5 R12
(0) ΚΩΔΙΚΑΣ G04 (ΧΡΟΝΟΣ ΚΑΘΥΣΤΕΡΗΣΗΣ)
'Ενας κώδικας G04 προκαλεί μια καθυστέρηση στο πρόγραμμα για ένα ορισμένο χρονικό διάστημα. Ο χρόνος καθυστέρησης μπορεί να προκαθορισθεί σε δευτερόλεπτα χρησιμοποιώντας μετά τον κώδικα τα γράμματα (Χ) και (U) ή σε κλάσματα του δευτερολέπτου με το γράμμα ( Ρ ) . Π.χ. G04 X1.5 ή G04 U 1.5 ή G04 1.5 .
(6) ΚΩΔIΚΑΣ G20 (ΑΓΓΛΟΣΑΞΟΝΙΚΟ ΣΥΣΤΗΜΑ ΜΕΤΡΗΣΗΣ)
Ο κώδικας G20 τοποθετεί τις διαστάσεις του πρoγράμμιατoς σε ίντσες.
(6) ΚΩΔIΚΑΣ G2l (ΜΕΤΡΙΚΟ ΣΥΣΤΗΜΑ ΜΕΤΡΗΣΗΣ)
Ο κώδικας G21 τοποθετεί τις διαστάσεις του πρoγράμματoς σε χιλιοστά (MM).
(0) ΚΩΔΙΚΑΣ G28 (ΕΠΙΣΤΡΟΦΗ ΣΤΟ ΣΗΜΕΙΟ ΑΝΑΦΟΡΑΣ)
Ένας κώδικας G28 προκαλεί μια γρήγορη κίνηση προς το σημείο αναφοράς του εργαλείου και μετά στο σημείο αναφοράς της μηχανής. Π.χ. Ν30 G28 U0 WO
(7) ΚΩΔΙΚΑΣ G40 (ΑΚYRΩΣΗ ΑΝΑΠΡΟΣΑΡΜΟΓΗΣ)
Ο κώδικας G40 σε ένα μπλοκ ορίζει την ακύρωση της αναπροσαρμογής της καμπύλης ακμής (ραδίου) του εργαλείου. Π.χ. Ν100 G40
(7) ΚΩΔΙΚΑΣ G41 (ΑΡΙΣΤΕΡΗ ΑΝΑΠΡΟΣΑΡΜΟΓΗ)
'Ενας κώδικας G41 αναπροσαρμόζει το ράδιο του εργαλείου προς τα αριστερά του κομματιού. Π.χ. Ν130 G41
(7) ΚΩΔΙΚΑΣ G42 (ΔΕΞΙΑ ΑΝΑΠΡΟΣΑΡΜΟΓΗ)
Ένας κώδικας G42 αναπρoσαρμόζει το ράδιο του εργαλείου προς τα δεξιά του κομματιού. Π.χ. Ν130 G42
(0) KΩΔΙKΑΣ G50 (ΡΥΘΜΙΣΗ ΤΑΧΥΤΗΤΑΣ ΑΤΡΑΚΤΟΥ)
Ο κώδικας G50 ρυθμίζει την αλλαγή της μέγιστης ταχύτητας της ατράκτου σε συντονισμό με την εργασία που εκτελείται. Ένα πρόθεμα X-Z-U-W δεν πρέπει να υπάρχει στο ίδιο μπλοκ γιατί θα ερμηνευθεί σαν συντεταγμένη. Π.χ. Ν200 G50
(4) KΩΔΙKAΣ G70 (ΚΥΚΛΟΣ ΦΙΝΙΡΙΣΜΑΤΟΣ)
Ο κώδικας G70 προκαλεί την εκτέλεση μιας σειράς από μπλοκ. Στη συνέχεια οι εντολές εκτελούνται μετά την εντολή G70. Τα γράμματα Ρ και Q καθορίζουν τον αριθμό των εντολών στην αρχή και στο τέλος της όψης. Π.χ. Ν140 G70 Ρ100 Q180
(4) ΚΩΔIΚΑΣ G71 (ΚΥΚΛΟΣ ΤΟΡΝΕΥΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑΤΟΣ)
Ο κώδικας G71 παράγει κύκλους για την αφαίρεση υλικού μέχρι μια προκαθορισμένη διατομή (περίγραμμα ). Το περίγραμμα προσδιορίζεται στις ομάδες του επί μέρους πρoγράμματoς. Η κύρια εφαρμογή του κύκλου αυτού είναι για ένα κομμάτι κυλινδρικό ή στερεό (γεμάτο) υλικό. Ο κώδικας G71 χρησιμοποιείται όταν η κύρια κατεύθυνση κοπής είναι στον άξονα Ζ. Δύο μπλοκ G71 είναι απαραίτητα για να καθορισθούν οι αξίες. Π.χ. Ν150 G71 U2.0 R1.5
Το γράμμα U καθορίζει το βάθος κοπής σε 2mrn και το γράμμα R μια διαφυγή του εργαλείου σε 1.5mrn. Στη συνέχεια βάζoυμε το δεύτερο μπλοκ. Π.χ. Ν160 G71 P170 Q220 U1.0 W1.0
Τα γράμματα Ρ και Q προκαθορίζουν τον αριθμό των μπλοκ (Ν) στην αρχή και στο τέλος της όψης. Τα γράμματα U και W προκαθορίζουν την απόσταση και την κατεύθυνση του επιτρεπτού ορίου φινιρίσματος στους άξονες Χ και Ζ.
(0) ΚΩΔΙΚΑΣ G72 (ΞΕΧΟΝΔΡΙΣΜΑ ΣΕ ΚΑΤΕΡΓΑΣIΑ ΠΡΟΣΩΠΟΥ)
Ο κώδικας αυτός είναι παρόμοιος με τον κώδικα G70 και χρησιμοποιείται όταν η κύρια κατεύθυνση κοπής είναι στον άξονα Χ ,δηλαδή στο πρόσωπο του κομματιού. Δύο μπλοκ G72 είναι απαραίτητα για να καθορισθούν όλες οι αξίες. Π.χ. Ν130 G72 W2 R1.5
Το γράμμα W καθορίζει το βάθος κοπής σε 2mrn και το γράμμα R μια διαφυγή του εργαλείου σε 1.5mrn. Στη συνέχεια βάζουμε το δεύτερο μπλοκ. Π.χ. Ν140 G72 Ρ150 Q200 U1.0 W1.0
Τα γράμματα Ρ και Q προκαθορίζουν τον αριθμό των μπλοκ Ν στην αρχή και στο τέλος της όψης. Τα γράμματα U και W προκαθορίζουν την απόσταση και την κατεύθυνση του επιτρεπτού ορίου φινιρίσματος στους άξονες Χ και Ζ.
(0) ΚΩΔIΚΑΣ G73 (ΕΠΑΝΑΛΗΨΗ ΛΕΙΤΟΥΡΓΙΑΣ)
Ο κώδικας G73 προκαλεί την αρχική κατεργασία της επιφάνειας με μετατόπιση της όψης. Ο έλεγχος συνεχίζεται μετά στο τελευταίο μπλοκ. Δύο μπλοκ G73 είναι απαραίτητα για να καθορισθούν όλες οι αξίες. Π.χ. Ν100 G73 U3 W4 R5
Το γράμμα U καθορίζει μια μείωση στον άξονα Χ=3 μια μείωση στον άξονα Ζ=4 και το γράμμα R μια επανάληψη 5 κύκλων. Στη συνέχεια βάζουμε το δεύτερο μπλοκ. Π.χ. N110 G73 P120 Q150 U3 W4
Τα γράμματα Ρ και Q προκαθορίζουν τον αριθμό των μπλοκ Ν στην αρχή και στο τέλος της όψης. Τα γράμματα U και W προκαθορίζουν την απόσταση και την κατεύθυνση του επιτρεπτού ορίου φινιρίσματος στους άξονες Χ και Ζ.
(0) ΚΩΔΙΚΑΣ G76 (ΚΥΚΛΟΣ ΣΠΕΙΡΩΜΑΤΟΣ)
Ο κώδικας G76 προκαλεί πολλά περάσματα (πάσσα) σε ένα κύκλο σπειρώματος. Δύο μπλοκ G76 είναι απαραίτητα για να καθορισθούν όλες οι αξίες. Π.χ. Ν160 G76 Ρ031560 Q150 R0.15
Οι αξίες του Ρ είναι: 03= αριθμός περασμάτων (πάσσων) , 15=γωνία αφαίρεσης , 60=γωνία σπειρώματος ,
Το γράμμα Q είναι το μικρότερο βάθος κοπής επί 1000 φορές , σε αυτή την περίπτωση είναι 0.15mm.
Το γράμμα R είναι το επιτρεπόμενο όριο φινιρίσματος. Εδώ είναι 0.l5mm . Στη συνέχεια βάζουμε το δεύτερο μπλοκ. Π.χ. Ν170 Χ17.96 Ζ-50 R0 Ρ1020 Q250 F1.5
Τα γράμματα Χ και Ζ είναι το τέλος του σπειρώματος , το γράμμα R πρέπει να είναι 0 (μηδέν), το γράμμα Ρ είναι το ύφος του σπειρώματoς επί 1000. Εδώ είναι 1.02mrn. Το γράμμα Q είναι το βάθος του πρώτου περάσματoς επί 1000 , εδώ είναι 0.25mm. Το γράμμα F είναι το βήμα του σπειρώματoς και (ΟΧΙ πρόωση ) έχει τιμή 1.5mm. Τα στοιχεία των σπειρωμάτων λαμβάνονται από πίνακες. Τέτοιοι πίνακες είναι αυτοί που ακολουθούν πιο κάτω στις επόμενες σελίδες.
(1) ΚΩΔΙΚΑΣ G8l (ΚΥΚΛΟΣ ΒΗΜΑΤΙΚΟΥ ΤΡΥΠΗΜΑΤΟΣ)
Ένας κώδικας G8l είναι ένας κύκλος τρυπήματoς ή αυλάκωσης. Είναι το αντίστοιχο της εντολής G01 , εκτελεί δηλαδή μια γραμμική κίνηση προς το δοθέν σημείο με μόνο επί πλέον ότι επιστρέφει το εργαλείο στην αρχική του θέση χωρίς άλλη εντολή και με γρήγορη κίνηση. Εάν δοθεί μόνo η αξία του άξονα Χ τότε εκτελείται αυλάκωση και αν δοθεί μόνο η αξία του άξονα Ζ τότε εκτελείται τρύπημα.
Π.χ. N150 X10 (αυλάκωση) ή Π.χ. Ν150 Ζ-10 (τρύπημα)
(3) ΚΩΔΙΚΑΣ G90 (AΠOΛΥΤΟ ΣΥΣΤΗΜΑ ΔΙΑΣΤΑΣΙΟΛΟΓΗΣΗΣ)
Ένας κώδικας G90 τοποθετεί τις διαστάσεις ενός κομματιού σε απόλυτη διαστασιολόγηση. Ολες οι διαστάσεις του κομματιού λαμβάνονται από το σημείο (0) μηδέν του κομματιού. Π.χ. Ν20 G90
(3) ΚΩΔΙΚΑΣ G9l (ΒΗΜΑΤΙΚΟ ΣΥΣΤΗΜΑ ΔΙΑΣΤΑΣΙΟΛΟΓΗΣΗΣ)
'Ενας κώδικας G9l τοποθετεί τις διαστάσεις ενός κομματιού σε βηματική διαστασιολόγηση. Όλες οι διαστάσεις του κομματιού λαμβάνονται κάθε φορά από το προηγούμενο σημείο που βρισκόταν το εργαλείο και ΟΧΙ από ένα σημείο απολύτου μηδενός. Π.χ. Ν30 G91
(1) ΚΩΔΙΚΑΣ G92 (ΚΥΚΛΟΣ ΣΠΕΙΡΩΜΑΤΟΣ)
Ο κώδικας G92 προκαλεί ένα πέρασμα (πάσσο) σπειρώματος. Τα γράμματα Χ και Ζ καθορίζουν το τέλος του σπειρώματος. Το γράμμα F καθορίζει το βήμα και ΟΧΙ την πρόωση. Π.χ. N170 X15.64 Z-30 F2
(1) ΚΩΔIΚΑΣ G94 (ΚΥΚΛΟΣ ΠΡΟΣΩΠΟΥ)
Ο κώδικας G94 είναι ένας κύκλος κοπής προσώπου. Π.χ. Ν120 G94 Χ44 Ζ-0.3 F3
(2) ΚΩΔIΚΑΣ G96 (ΕΛΕΓΧΟΣ ΣΤΑΘΕΡΗΣ ΤΑΧΥΤΗΤΑΣ ΕΠΙΦΑΝΕΙΑΣ ΚΟΠΗΣ)
Ο κώδικας G96 ελέγχει την σταθερή ταχύτητα επιφάνειας κοπής για να υπάρχει στην κυκλική ή στην επίπεδη τόρνευση σταθερή ταχύτητα κοπής. Επειδή κατά την τόρνευση η διάμετρος συνεχώς αλλάζει το σύστημα ελέγχου εναρμoνίζει ανάλογα τις στροφές της ατράκτου.
Η λέξη για την σταθερή ταχύτητα κοπής αποτελείται από το γpάμμα S και την τιμή της ταχύτητας. Επιπλέον πρέπει να δοθεί στο σύστημα και ο κώδικας G96 ώστε να γίνει αντιληπτό ότι πρόκειται για ταχύτητα κοπής και όχι για στροφές. Η αξία του S μπορεί να προγραμματιστεί σε στροφές/min ή σε m/min. Π.χ. Ν30 G96 S200
(2) ΚΩΔIΚΑΣ G97 (ΑΚΥΡΩΣΗ ΣΤΑΘΕΡΗΣ ΤΑΧΥΤΗΤΑΣ ΕΠΙΦΑΝΕΙΑΣ)
Ο κώδικας G97 ακυρώνει τον έλεγχο της σταθερής ταχύτητας επιφανείας. Η ταχύτητα του άξονα δεν θα αλλάξει μέχρι να εμφανιστεί η επόμενη ταχύτητα κοπής. Π.χ. G97
(11) ΚΩΔΙΚΑΣ G98 (ΠΡΟΩΣΗ ΣΕ ΣΤΡ/ΜΙΝ)
Ο κώδικας G98 τοποθετεί την πρόωση σε στρ/min. Π.χ. G98
(11) ΚΩΔΙΚΑΣ G99 (ΠΡΟΩΣΗ ΣΕ Μ/ΜIΝ)
Ο κώδικας G99 τοποθετεί την πρόωση σε m/min. Π.χ. G99
ΣΗΜΕΙΩΣΗ:
1) Όλοι οι κώδικες δεν είναι διαθέσιμοι για όλες τις εργαλειομηχανές.
2) Δεν μπορεί σε ένα μπλοκ εντολών να υπάρχουν κώδικες από την ίδια ομάδα γιατί αλληλοαναιρούνται.
ΕΠΕΞΗΓΉΣΗ
ΚΩΔΙΚΩΝ “ Μ ” ΓΙΑ ΦΡΕΖΑ C.N.C
![]()
ΓΛΩΣΣΑ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ FANUC ΟΜ
ΚΩΔΙΚΑΣ Μ00 (ΣΤΑΜΑΤΗΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ)
'Οπως στον τόρνο.
ΚΩΔΙΚΑΣ Μ02 (ΤΕΛΟΣ ΠΡΟΓΡΑΜΜΑΤΟΣ)
'Οπως στον τόρνο.
ΚΩΔΙΚΑΣ Μ03 (ΕΚΚΙΝΗΣΗ ΑΞΟΝΑ ΔΕΞΙΟΣΤΡΟΦΑ)
'Οπως στον τόρνο.
ΚΩΔΙΚΑΣ Μ04 (ΕΚΚΙΝΗΣΗ ΑΞΟΝΑ ΑΡΙΣΤΕΡΟΣΤΡΟΦΑ)
'Οπως στον τόρνο.
ΚΩΔΙΚΑΣ Μ05 (ΣΤΑΜΑΤΗΜΑ ΑΞΟΝΑ)
'Οπως στον τόρνο.
ΚΩΔΙΚΑΣ Μ06 (ΑΥΤΟΜΑΤΗ ΑΛΛΑΓΗ ΕΡΓΑΛΕΙΟΥ)
Οπως στον τόρνο με την μόνη διαφορά ότι μπορούμε να προκαθορίσουμε το μήκος και τη διάμετρο του εργαλείου μέσα από την οδηγία TOOLDEF Τ02 D10 L30. Π.χ. Ν100 Μ06 Τ02
ΚΩΔΙΚΕΣ M08-Μ09-M10-M11-M13-M14 (ΟΠΩΣ ΚΑΙ ΣΤΟΝ ΤΟΡΝΟ)
ΚΩΔΙΚΑΣ Μ19 (ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ ΤΗΣ ΑΤΡΑΚΤΟΥ)
Ο κώδικας Μ19 προσανατολίζει την άτρακτο.
ΚΩΔΙΚΑΣ M20-M21 (ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΜΕΣΑ-ΕΞΩ)
Οι κώδικες Μ20-Μ21 χpησιμoπoιoύνται για να δηλώσουν ότι ο βραχίονας κινείται μέσα ή έξω.
ΚΩΔΙΚΕΣ Μ22-Μ23 (ΒΡΑΧΙΟΝΑΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΚΑΤΩ-ΑΝΩ)
Οι κώδικες Μ22-Μ23 χρησιμoπoιoύνται για να δηλώσουν ότι ο βραχίονας κινείται κάτω-πάνω.
ΚΩΔΙΚΕΣ Μ24-Μ25 (ΡΑΒΔΟΣ ΑΡΠΑΓΗΣ ΑΥΤΟΜΑΤΗΣ ΣΥΣΦΙΞΗΣ ΕΡΓΑΛΕΙΟΥ ΑΝΟΙΚΤΗ - ΚΛΕΙΣΤΗ)
Οι κώδικες Μ24-Μ25 χρησιμoπoιoύνται για να δηλώσουν την ενεργοποίηση ή την απενεργοποίηση της συγκράτησης του εργαλείου.
ΚΩΔΙΚΕΣ Μ32-Μ33 (ΒΡΑΧΙΟΝΑΣ ΔΕΞΙΑ-ΑΡΙΣΤΕΡΑ)
Οι κώδικες Μ32-Μ33 χρησιμoπoιoύνται για να δηλώσουν την στροφή του βραχίονα δεξιά ή αριστερά αντίστοιχα.
ΚΩΔΙΚΕΣ Μ62-M63-M64-M65 (ΒΟΗΘΗΤΙΚΑ 1 ΚΑΙ 2 ΕΝΤΟΣ ΚΑΙ ΕΚΤΟΣ )
Οι κώδικες Μ62-Μ63-Μ64-Μ65 ενεργοποιούν και απενεργοποιούν τις εξόδους 1 και 2.
ΚΩΔΙΚΕΣ M66-Μ67 (ΑΝΑΜΟΝΗ ΓΙΑ ΕΙΣΑΓΩΓΗ 1 KAI 2)
Οι κώδικες Μ66-Μ67 χρησιμoπoιoύνται όταν πρέπει να ενεργοποιηθούν οι βοηθητικοί είσοδοι 1 και 2.
ΚΩΔΙΚΕΣ M70-Μ71 (ΚΑΘΡΕΠΤΙΣΜΟΣ ΣΤΟΝ ΑΞΟΝΑ Χ ΚΑΙ Ψ)
Οι κώδικες Μ70-Μ71 χρησιμoπoιoύνται για να ενεργοποιήσουν τον καθρεπτισμό στον άξονα Χ και Ψ αντίστοιχα. Π.χ. Ν110 Μ70 , Π.χ. Ν210 Μ71.
ΚΩΔΙΚΕΣ Μ80-Μ81 (ΑΚΥΡΩΣΗ ΤΩΝ Μ70 ΚΑΙ Μ71)
Οι κώδικες Μ80-Μ81 χρησιμοποιούνται για να απενεργοποιήσουν τον κατοπτρισμό στους άξονες Χ και Ψ αντίστοιχα. Π.χ. Ν220 Μ80 , Π.χ. Ν320 Μ81.
ΚΩΔΙΚΑΣ Μ98 (KΛHΣH ΥΠΟΠΡΟΓΡΑΜΜΑΤΟΣ)
Ο κώδικας Μ98 προκαλεί την εκτέλεση ενός άλλου προγράμματος. Η τιμή <Ρ> προσδιορίζει τον αριθμό του και τον αριθμό επανάληψης της εκτέλεσης του. Τα τέσσερα δεξιά ψηφία είναι ο αριθμός πρoγράμματος. Τα ψηφία αριστερά είναι ο αριθμός επαναλήψεων. Είναι δυνατές μέχρι < 999 > επαναλήψεις , εάν η τιμή παραλείπεται εννοείται 1 (μονάδα). Π.χ. Μ98 Ρ12 και Π.χ. Μ98 Ρ10012 (και οι δύο γραμμές εκτελούν το πρόγραμμα με αριθμό 12 μια φορά)
ΚΩΔΙΚΑΣ Μ99 (ΤΕΛΟΣ ΥΠΟΠΡΟΓΡΑΜΜΑΤΟΣ)
Ο κώδικας Μ99 στέλνει τον έλεγχο στο κυρίως πρόγραμμα. Εάν δίδεται τιμή <Ρ> η εκτέλεση αρχίζει από την γραμμή με τον ίδιο <Ν> , αλλιώς επανέρχεται στην γραμμή που είναι αμέσως μετά την κλήση του υποπρογράμματος.
Εάν υπάρχει εντολή Μ99 στο κύριο πρόγραμμα τότε η εκτέλεση γίνεται από την αρχή του υποπρογράμματος. Π.χ. Μ99 το πρόγραμμα επιστρέφει εδώ στην γραμμή μετά την κλήση του , ενώ η Μ99 Ρ10 προκαλεί την επιστροφή στην γραμμή 10.
ΕΠΕΞΗΓΗΣΗ
ΚΩΔΙΚΩΝ <G> ΓΙΑ ΦΡΕΖΑ DENFORD
![]()
(1) Κωδικός G00 (Γρήγορη κίνηση)
Ένας κωδικός G00 κάνει το εργαλείο να κινηθεί προς το δοθέν σημείο με την μεγαλύτερη πρόωση του μηχανήματος. Π.χ. Ν10 G00 Χ30 Υ20 Ζ2
(1) Κωδικός G0l (Γραμμική κίνηση)
Ένας κωδικός G0l κάνει το εργαλείο να κινηθεί γραμμικά προς το δοθέν σημείο με την τελευταία προσδιοριζόμενη πρόωση. Π.χ. Ν10 G01 Χ30 Υ40 Z-15 F100
(1) Κωδικός G02 (Δεξιόστροφο τόξο στην φορά του ρολογιού)
Ένας κωδικός G02 προκαλεί μια δεξιόστροφη κυκλική κίνηση σύμφωνα με την φορά του ρολογιού στο προκαθορισμένο σημείο και με το δοθέν τόξο (R). Π.χ. Ν10 G02 Χ30 Υ38 R8 F120
(1) Κωδικός G03 (Αριστερόστροφο τόξο αντίθετα με τη φορά του ρολογιού)
Ένας κωδικός G03 προκαλεί μια αριστερόστροφη κυκλική κίνηση αντίθετη με την φορά του ρολογιού στο προκαθορισμένο σημείο και με το δοθέν τόξο. Π.χ. G03 Χ34 Υ46 R12 F100
(0) Κωδικός G04 (Χρόνος καθυστέρησης)
Ένας κωδικός G04 προκαλεί μια καθυστέρηση στο πρόγραμμα μέχρι και 500 δευτερόλεπτα. Ο χρόνος καθυστέρησης μπορεί να προκαθοριστεί σε δευτερόλεπτα χρησιμοποιώντας μετά τον κωδικό τα γράμματα Χ. Υ .Ζ. Π.χ. G04 Χ15 ή G04 Υ15 ή G04 Ζ15
(6) Κωδικός G20 (Αγγλοσαξονικό Σύστημα μέτρησης)
Ο κωδικός G20 τοποθετεί τις διαστάσεις του προγράμματος σε ίντσες (“).
(6) Κωδικός G2l (Μετρικό Σύστημα μέτρησης)
Ο Κωδικός G28 τοποθετεί τις διαστάσεις του προγράμματος σε χιλιοστά (mm).
(0) Κωδικός G28 (Επιστροφή στο σημείο αναφοράς)
Ένας κωδικός G28 προκαλεί μια γρήγορη κίνηση προς το σημείο αναφοράς του εργαλείου και μετά στο σημείο αναφοράς της μηχανής. Πριν τον κωδικό G28 πρέπει να προηγείται ο κωδικός G91.
Π.χ. Ν10 G91 G28 Χ0 Υ0 Ζ0
(7) Κωδικός G40 (Ακύρωση αναπροσαρμογής)
Ο κωδικός G40 σε ένα μπλοκ ακυρώνει την αντιστάθμιση ακτίνας του εργαλείου που μπαίνει με τους κωδικούς G41 και G42.
(7) Κωδικός G41 (Αριστερή αναπροσαρμογή)
Ένας κωδικός G41 αναπροσαρμόζει το ράδιο του εργαλείου προς τα αριστερά του κομματιού. Η αντιστάθμιση του ραδίου είναι ίδια με την ακτίνα του παρόντος εργαλείου.
(7) Κωδικός G42 (Δεξιά αναπροσαρμογή)
Ένας κωδικός G42 αναπροσαρμόζει το ράδιο του εργαλείου προς τα δεξιά του κομματιού. Η αντιστάθμιση του ραδίου είναι ίδια με την ακτίνα του παρόντος εργαλείου.
(8) Κωδικός G43 (Έλεγχος φθοράς εργαλείου κατά μήκος)
Ο κωδικός G43 ελέγχει την φθορά του κοπτικού εργαλείου κατά το μήκος του εργαλείου.
(8) Κωδικός G49 (Ακύρωση φθοράς εργαλείου κατά μήκος)
Ο κωδικός G49 προκαλεί την ακύρωση της φθοράς του εργαλείου κατά μήκος και προηγείται του μπλοκ που υπάρχει ο κωδικός G43. Π.χ. Ν120 Ρ 10 Q30
(9) Κωδικός G73 (Γρήγορος επαναλαμβανόμενος κύκλος τρυπήματος)
Ο κωδικός G73 προκαλεί ένα γρήγορο βηματικό κύκλο τρυπήματος. Το εργαλείο βρίσκεται συνεχώς μέσα στο κομμάτι. Π.χ. G73 Χ10 Υ10 Z-10 Q3 R1 Κ1
Το Χ και το Υ είναι η επόμενη θέση τρυπήματος και το Ζ το βάθος της τρύπας , Q: Το βάθος κοπής του εργαλείου κάθε φορά , R: Η ανασήκωση του εργαλείου κάθε φορά , Κ: Ο αριθμός των επαναλήψεων κάθε τρύπας.
(9) Κωδικός G74 (Κύκλος αριστερού σπειρώματος)
Ο κωδικός G74 προκαλεί ένα κύκλο αριστερού σπειρώματος. Π.χ. G74 Χ20 Υ35 Z-10 R1 Ρ750 Κ1
Το Χ και το Υ είναι η επόμενη θέση σπειρώματος και το Ζ το βάθος του σπειρώματος , R: Είναι το σημείο επιστροφής του εργαλείου , Ρ: Είναι η καθυστέρηση σε δευτερόλεπτα επί 1000 , Κ: Ο αριθμός των επαναλήψεων.
(9) Κωδικός G76 (Κύκλος φινιρίσματος τρύπας)
Ο κωδικός G76 προκαλεί ένα κύκλο φινιρίσματος σε μία τρύπα. Π.χ G76 Χ20 Υ15 Ζ-6 Ρ700 Q0.5 Κ2
Το Χ και το Υ είναι η επόμενη θέση φινιρίσματος της τρύπας και το Ζ το βάθος φινιρίσματος , Q: Η αξία μετακίνησης του εργαλείου ακτινικά , Ρ: Ο χρόνος καθυστέρησης σε δευτερόλεπτα επί 1000 , Κ: Ο αριθμός των επαναλήψεων κάθε τρύπας.
(9) Κωδικός G80 (Ακύρωση κύκλου)
Ο κωδικός G80 προκαλεί την ακύρωση ενός κύκλου.
(9) Κωδικός G81/G82 (Κύκλοι τρυπήματος)
Ένας κωδικός G81 προκαλεί ένα κύκλο τρυπήματος. Χρησιμοποιείται κυρίως για το κεντράρισμα της τρύπας.
Το Χ και το Υ είναι το κέντρο της επόμενης τρύπας και το Ζ το βάθος. Κ: Ο αριθμός επαναλήψεων. Π.χ. G8l Χ20 Υ30 Ζ-12 Κ3
Ο κωδικός G82 είναι ίδιος με τον κωδικό G81 μόνo που έχει ένα χρόνο καθυστέρησης στο τέλος της τρύπας. Το γράμμα Ρ είναι ο χρόνος καθυστέρησης επί 1000. Π.χ. G82 Χ20 Υ30 Ζ-12 Ρ800 Κ3
(9) Κωδικός G83 (κύκλος βηματικού τρυπήματος)
Ο κωδικός G83 προκαλεί ένα κύκλο τρυπήματος. Είναι ίδιος με τον κωδικό G73 με την διαφορά ότι το εργαλείο μετά από κάθε βύθιση βγαίνει ολόκληρο έξω από το κομμάτι. Π.χ. G83 Χ10 Υ10 Ζ-10 Q3 R1 Κ1
Το Χ και το Υ είναι η επόμενη θέση τρυπήματος και το Ζ το βάθος της τρύπας , Q: Το βάθος κοπής του εργαλείου κάθε φορά , R: Η ανασήκωση του εργαλείου κάθε φορά , Κ: Ο αριθμός των επαναλήψεων κάθε τρύπας.
(9) Κωδικός G84-G85 (Κύκλοι σπειρωτόμησης)
Ο κωδικός G84 προκαλεί ένα κύκλο σπειρωτόμησης. Η φορά περιστροφής του εργαλείου αντιστρέφεται όταν φτάσει στο κάτω μέρος της τρύπας. Π.χ. G84 Χ25 Υ47 Ζ-20 R5 Ρ900 Κ3
Το Χ και το Υ είναι το κέντρο της επόμενης τρύπας και το Ζ το βάθος του σπειρώματος , R: Είναι το σημείο επιστροφής του εργαλείου , Ρ: Ο χρόνος καθυστέρησης επί 1000 , Κ: Ο αριθμός των επαναλήψεων . Ο κωδικός G85 κάνει τον ίδιο κύκλο μόνο που η φορά περιστροφής του εργαλείου παραμένει σταθερή.
(3) Κωδικός G90 (Απόλυτο σύστημα διαστασιολόγησης)
Ένας κωδικός G90 τοποθετεί τις διαστάσεις ενός κομματιού σε απόλυτη διαστασιολόγηση. Όλες οι διαστάσεις του κομματιού λαμβάνονται από το σημείο μηδέν του κομματιού.
(3) Κωδικός G91 (Βηματικό σύστημα διαστασιολόγησης)
Ένας κωδικός G91 τοποθετεί τις διαστάσεις ενός κομματιού σε βηματική διαστασιολόγηση. Όλες οι διαστάσεις του κομματιού λαμβάνονται κάθε φορά από το προηγούμενο σημείο που βρισκόταν το εργαλείο και ΟΧΙ από ένα σημείο απολύτου μηδενός.
(0 )Κωδικός G92 (Μεταφορά του σημείου αναφοράς)
Ο κωδικός G92 μετατοπίζει το σημείο αναφοράς του κομματιού σε ένα καινούργιο σημείο. Χρησιμοποιείται κυρίως στην κατασκευή συμμετρικών σχημάτων στο ίδιο κομμάτι.
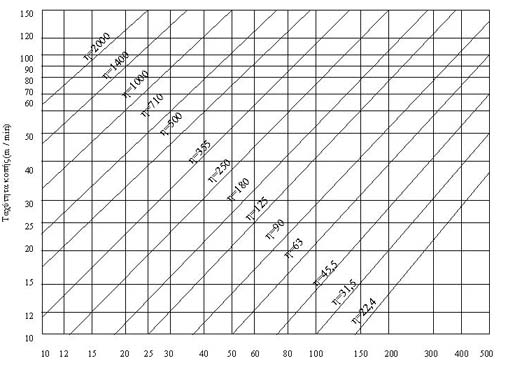
ΠΙΝΑΚΕΣ ΓΙΑ ΤΗΝ ΕΠΙΛΟΓΗ ΤΗΣ ΤΑΧΥΤΗΤΑΣ ΚΟΠΗΣ
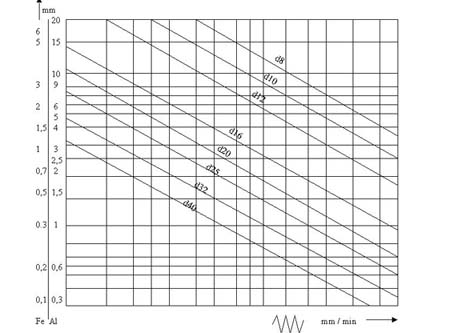
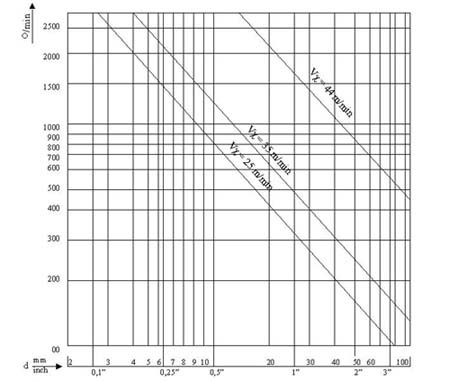
ΣΥΝΘHKEΣ ΚΟΠΗΣ ΣΕ ΦPEΖA
Ο αριθμός στροφών σε φρέζα υπολογίζεται από την εξωτερική διάμετρo του κοπτήρα και από την ταχύτητα κοπής μέσω του τύπου:
Vκ (mm/min)
n = -------------------- (στρ/min)
π .d ( mm )
όπου : Vκ = ταχύτητα κοπής , d = διάμετρος κοπτήρα , η = 3,14159
Ταχύτητα κοπής ονομάζουμε την ταχύτητα με τηv οποία κινείται το κοπτικό εργαλείο σχετικά με το αντικείμενο κατά την κύρια κίνηση. Αν d είναι η διάμετρoς του εργαλείου σε (rn) και U η ταχύτητα περιστροφής σε (στροφές ανά λεπτό), έχoυμε ότι σε μια στροφή ανά λεπτό κόβονται d .π (m/min) σε U στροφές ανά λεπτό κόβονται d .π .U (m/min), δηλαδή η ταχύτητα κοπής είναι: Vκ = d .π .U (m/min).
Συμβολίζεται με το γράμμα Vκ και έχει μονάδες ( m/min ).
Η ισχύς κοπής δίνεται από τον τύπο :
α.b.Vπ
Ps =------------------------
Vs
Όπου : α = βήμα πρόωσης (mm) , b = πλάτος κοπής (mm) , Vπ = ταχύτητα πρόωσης (mm/min) , Vs = ειδικός όγκος αποβλήτου (cm/kw . min) , α b = επιφάνεια κατεργασίας.
Η απόσταση πού διανύει το αντικείμενο , ως προς το εργαλείο στη δευτερεύουσα κίνηση σε μια περιστροφή του κοπτικού εργαλείου , λέγεται πρόωση και εκφράζεται σε mm / στροφή.Το βάθος κοπής h είναι το βάθος που εισχωρεί το εργαλείο στο υλικό. Όσο πιο μεγάλες ταχύτητες πρόωσης και βάθη κοπής έχoυμε , τόσο πιο μεγάλη είναι η παραγωγή.
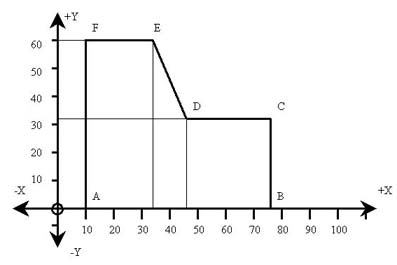
1. Στο πρακάτω σχήμα
να ευρεθούν οι συντεταγμένες των σημείων Α-Ω και
να γραφούν στον αντίστοιχο πίνακα.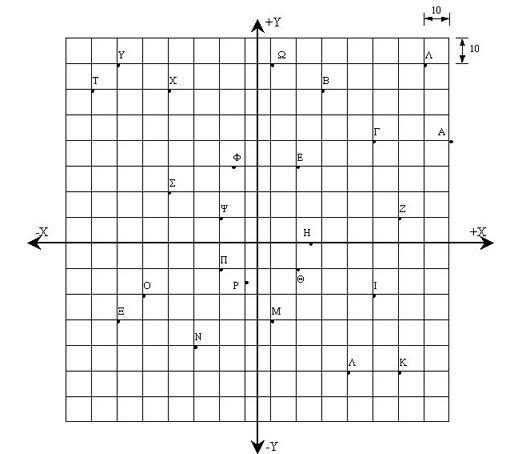
| ΣΗΜΕΙΑ | Χ | Ψ | ΣΗΜΕΙΑ | Χ | Ψ |
| Α | Ν | ||||
| Β | Ξ | ||||
| Γ | Ο | ||||
| Δ | Π | ||||
| Ε | Ρ | ||||
| Ζ | Σ | ||||
| Η | Τ | ||||
| Θ | Υ | ||||
| Ι | Φ | ||||
| Κ | Χ | ||||
| Λ | Ψ | ||||
| Μ | Ω |
2. Στο πρακάτω σχήμα να ευρεθούν
οι συντεταγμένες των σημείων Α-Μ και να γραφούν
στον αντίστοιχο πίνακα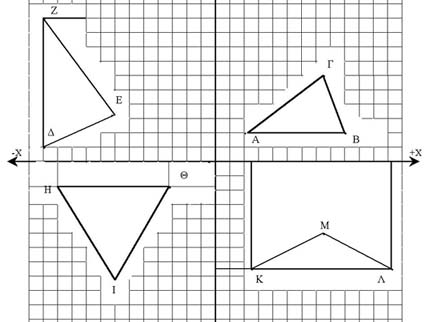
| ΣΗΜΕΙΑ | Χ | Ψ | ΣΗΜΕΙΑ | Χ | Ψ |
| Α | Η | ||||
| Β | Θ | ||||
| Γ | Ι | ||||
| Δ | Κ | ||||
| Ε | Λ | ||||
| Ζ | Μ |
ΔΙΔΟΝΤΑΙ :
ΑΓ = 60ΜΜ , ΓΩΝΙΑ Α = 30 ΜΟΙΡΕΣ , ΓΩΝΙΑ Ε = 90 ΜΟΙΡΕΣ ,
ΓΩΝΙΑ Η = Θ = 60 ΜΟΙΡΕΣ , ΓΩΝΙΑ Κ = Λ = 30 ΜΟΙΡΕΣ
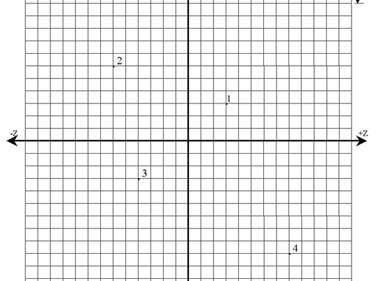
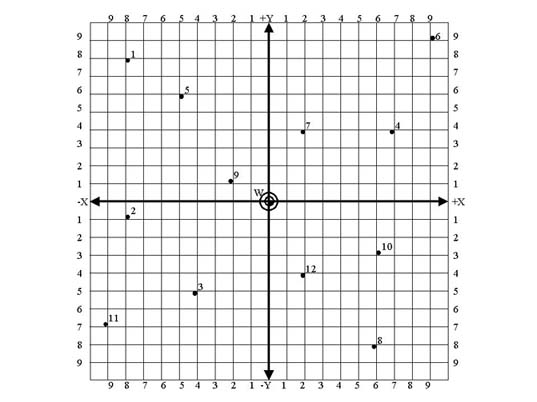
3. Στο πρακάτω σχήμα να
ευρεθούν οι συντεταγμένες των σημείων 1-22 και
να γραφούν στον αντίστοιχο πίνακα , όταν δίνεται
ότι η κάναβος είναι 5χ5 mm.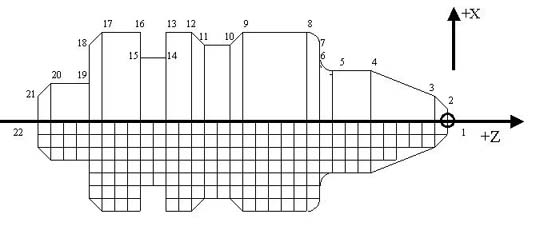
| ΣΗΜΕΙΑ | Χ | Ψ | ΣΗΜΕΙΑ | Χ | Ψ |
| 1 | 12 | ||||
| 2 | 13 | ||||
| 3 | 14 | ||||
| 4 | 15 | ||||
| 5 | 16 | ||||
| 6 | 17 | ||||
| 7 | 18 | ||||
| 8 | 19 | ||||
| 9 | 20 | ||||
| 10 | 21 | ||||
| 11 | 22 |
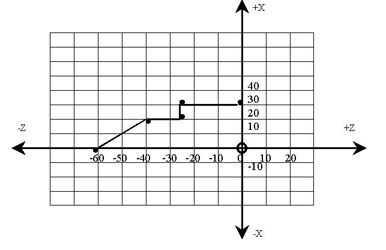
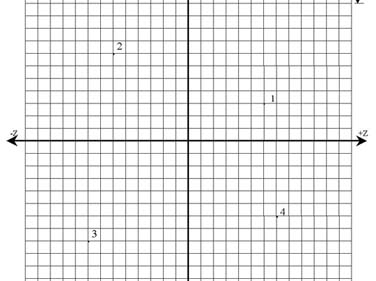
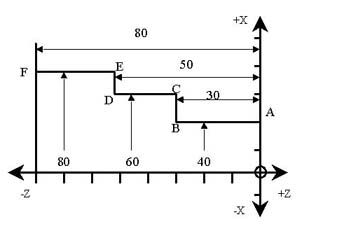
4. Στο πρακάτω σχήμα να
ευρεθούν οι συντεταγμένες των σημείων P1-P10 και
να γραφούν στον αντίστοιχο πίνακα , όταν δίνεται
ότι η κάναβος είναι 5χ5 mm.
| ΣΗΜΕΙΑ | Χ | Ζ |
| P1 | ||
| P2 | ||
| P3 | ||
| P4 | ||
| P5 | ||
| P6 | ||
| P7 | ||
| P8 | ||
| P9 | ||
| P10 |
4. Στο πρακάτω σχήμα να
ευρεθούν οι συντεταγμένες των σημείων
A,B,Γ,Δ,Ε,Ζ,Η,Θ,I,K που δίδονται από τον
αντίστοιχο πίνακα όταν η κάναβος είναι 10χ5 mm.
| ΣΗΜΕΙΑ | Χ | Ψ |
| Α | +50 | +20 |
| Β | +30 | +15 |
| Γ | -10 | +20 |
| Δ | -40 | +35 |
| Ε | -30 | -15 |
| Ζ | -10 | -10 |
| Η | +20 | -15 |
| Θ | +60 | -5 |
| Ι | +70 | -25 |
| Κ | 0 | 0 |
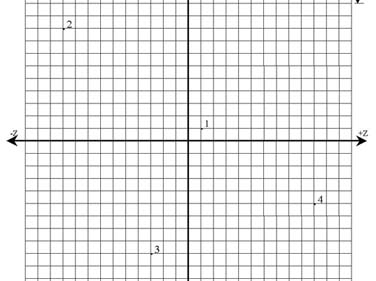
5. Στο πρακάτω σχήμα να
ευρεθούν οι συντεταγμένες των σημείων
P1,P2,P3,P4,P5,P6,P7,P8 που δίδονται από τον αντίστοιχο
πίνακα όταν η κάναβος είναι 4χ2 mm.
| ΣΗΜΕΙΑ | Χ | Ψ |
| P1 | 2 | 12 |
| P2 | 2 | 20 |
| P3 | 6 | 28 |
| P4 | 4 | -8 |
| P5 | -4 | -4 |
| P6 | -10 | 0 |
| P7 | -6 | 16 |
| P8 | -10 | 28 |
ΣΤΟΙΧΕΙΑ
ΓΕΩΜΕΤΡΙΑΣ - ΤΡΙΓΩΝΟΜΕΤΡΙΑΣ - ΑΝΑΛΥΤΙΚΗΣ
ΓΕΩΜΕΤΡΙΑΣ
![]()
Σε κάθε ορθογώνιο τρίγωνο ΑΒΓ το άθροισμα των τετραγώνων των δύο καθέτων πλευρών του είναι ίσο με το τετράγωνο της υποτείνουσας Άρα έχουμε α2 = β2+γ2 όταν α είναι η υποτείνουσα. Αντίστοιχα ισχύουν οι σχέσεις β2 = α2+γ2 , γ2 = α2+β2 .
α) Το άθροισμα των γωνιών ενός τριγώνου είναι 180 μοίρες και ισχύει : Α+Β+Γ =180.
β) Όταν έχω δυο ευθείες (Ε1) και (Ε2) παράλληλες που τέμνονται από μια τρίτη (Ε3), τότε οι εντός εκτός και επί τα αυτά γωνίες είναι ίσες.
γ) Όταν έχω δύο ευθείες (Ε1) και (Ε2) παράλληλες που τέμνονται από μια τρίτη (Ε3), τότε οι κατακόρυφες γωνίες που δημιουργούνται είναι ίσες ,μεταξύ τους.
δ) Όταν έχω δύο ευθείες (Ε1) και (Ε2) παράλληλες που τέμνονται από μία Τρίτη (Ε3), τότε οι εκτός εvαλλαξ γωνίες που δημιουργούνται είναι ίσες μεταξύ τους.
ε) Όταν έχω δύο ευθείες (Ε1) και (Ε2) παράλληλες που τέμνονται από μία Τρίτη (Ε3), τότε οι παραπληρωματικές γωνίες που δημιουργούνται έχουν άθροισμα 180 μοίρες.
3α) Σε κάθε ορθογώνιο τρίγωνο ΑΒΓ με ορθή την γωνία Α ισχύουν οι σχέσεις :
3β) Σε ένα μη ορθογώνιο τρίγωνο ΑΒΓ έχουμε :
α β γ
------ = ------ = ------
ημΑ ημΒ ημΓ
, Όπου Α,Β,Γ γωνίες του τριγώνου.
α2 = β2 + γ2 – 2.β.γ.συνΑ
β2 = γ2 + α2 – 2.γ.α.συνB
γ2 = β2 + α2 – 2.β.α.συνΓ , Όπου Α,Β,Γ γωνίες του τριγώνου
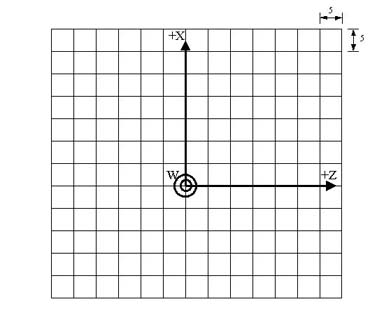
ΑΠΟΛΥΤΟ ΣΥΣΤΗΜΑ
Στο απόλυτο σύστημα διαστασιολόγησης η διαστασιολόγηση του δοκιμίου γίνεται με βάση την αρχή των αξόνων της εργαλειομηχανής. Αυτό το σύστημα διαστασιολόγησης έχει το πλεονέκτημα ότι μας δίνει τη δυνατότητα να διακόψουμε και να επαναλάβουμε την λειτουργία, χωρίς να χρειάζεται να επιστρέψουμε σε κάποιο από τα προηγούμενα σημεία για να επαναλάβουμε την λειτουργία.
Ο κώδικας ο οποίος εισάγει τον απόλυτο τρόπο περιγραφής της διαδρομής είναι ο G90, όπου όλα τα σημεία μετριούνται με αναφορά το αρχικό σημείο W.
Παρακάτω παρατίθεται το σκίτσο με το αρχικό σημείο αναφοράς και τα σημεία 1-5 που θα προγραμματισθούν με το απόλυτο σύστημα , όταν η κάνναβος είναι 10χ10 cm.Επίσης δίνεται και ο πίνακας με τις συντεταγμένες των σημείων.
| ΣΗΜΕΙΑ | Χ | Ζ |
| W | 0 | 0 |
| 1 | 30 | 0 |
| 2 | 30 | -25 |
| 3 | 20 | -25 |
| 4 | 20 | -40 |
| 5 | 0 | -60 |
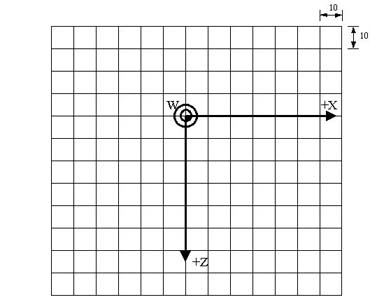
ΣΧΕΤΙΚΟ Ή ΒΗΜΑΤΙΚΟ ΣΥΣΤΗΜΑ
Με αυτό το σύστημα διαστασιολόγησης η διαστασιολόγηση γίνεται διαδοχικά από σημείο σε σημείο. Για παράδειγμα εάν η πρώτη κίνηση είναι 200mm από το σημείο αναφοράς και η δεύτερη κίνηση είναι 300mm από το σημείο αναφοράς, τότε η εντολή της δεύτερης κίνησης δεν είναι 300mm από το σημείο αναφοράς, αλλά 100mm από τη θέση που βρίσκεται τώρα.
Ένα μειονέκτημα αυτής της μεθόδου είναι ότι, όταν συμβεί να σταματήσει η λειτουργία της εργαλειομηχανής τότε, δεν μπoρεί να συνεχιστεί από το σημείο που σταμάτησε, αλλά πρέπει να επαναληφθεί από το πρώτο σημείο εκκίvησης η κάποιο άλλο προκαθορισμένο σημεiο στάσης.
Ο κώδικας ο οποίος εισάγει το σχετικό τρόπο περιγραφής της διαδρομής είναι ο G91, όπου το τελευταίο σημείο στη μετακίνηση είναι πάντα η αρχή του συστήματος συντεταγμένων , ως προς τηv οποία γίνεται η μετακiνηση στο επόμενο σημείο.
Παρακάτω παρατίθεται το προηγούμενο σκίτσο με το αρχικό σημείο αναφοράς και τα σημεία 1-5 που θα προγραμματισθούν με το σχετικό σύστημα, όταν η κάνναβος είναι 10χ10 mm . Επίσης δίνεται και πίνακας με τις συντεταγμένες των σημείων.
| ΣΗΜΕΙΑ | Χ | Ζ |
| W | 0 | 0 |
| 1 | 30 | 0 |
| 2 | 0 | -25 |
| 3 | -10 | 0 |
| 4 | 0 | -15 |
| 5 | -20 | -20 |
ΕΦΑΡΜΟΓΗ
Α. Πιο κάτω δίνεται ένα σχήμα με τα σημεία P1-P9 και ο αντίστοιχος πίνακς με τις συντεταγμένες των σημείων σε απόλυτο σύστημα διαστασιολόγησης.
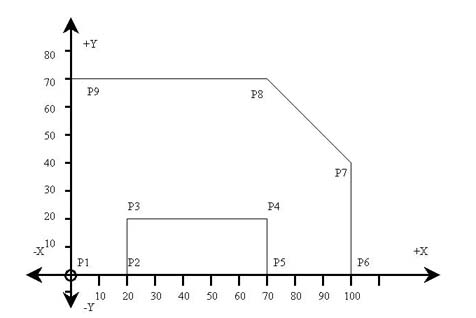
| ΣΗΜΕΙΑ | Χ | Υ |
| P1 | 0 | 0 |
| P2 | 20 | 0 |
| P3 | 20 | 20 |
| P4 | 70 | 20 |
| P5 | 70 | 0 |
| P6 | 100 | 0 |
| P7 | 100 | 40 |
| P8 | 70 | 70 |
| P9 | 0 | 70 |
Β. Εδώ μας δίνεται το προηγούμενο σχήμα με τα ίδια σημεία P1-P9 και ο αντίστοιχος πίνακας με τις συντεταγμένες των σημείων σε σχετικό σύστημα διαστασιολόγησης.
| ΣΗΜΕΙΑ | Χ | Υ |
| P1 | 0 | 0 |
| P2 | 20 | 0 |
| P3 | 0 | 20 |
| P4 | 50 | 0 |
| P5 | 0 | -20 |
| P6 | 30 | 0 |
| P7 | 0 | 40 |
| P8 | -30 | 30 |
| P9 | -70 | 0 |
Β. Στους παρακάτω πίνακες τοποθετείστε τις συντεταγμένς των αντίστοιχων σημείων στο απόλυτο σύστημα, οταν η κάνναβος είναι 5χ5 mm.
| ΣHMEIA | Χ | Υ |
| 1 | ||
| 2 | ||
| 3 | ||
| 4 |
| ΣHMEIA | Χ | Υ |
| 1 | ||
| 2 | ||
| 3 | ||
| 4 |
| ΣHMEIA | Χ | Υ |
| 1 | ||
| 2 | ||
| 3 | ||
| 4 |
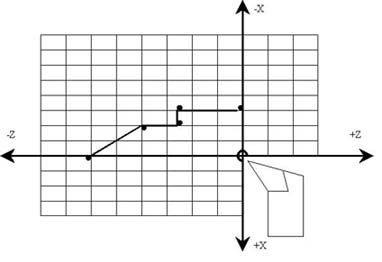
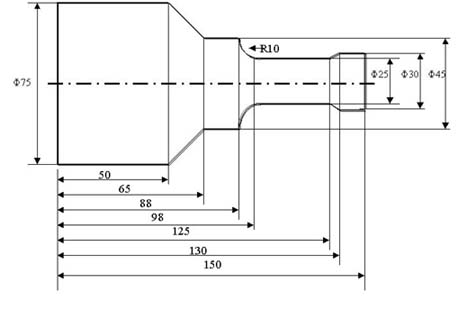
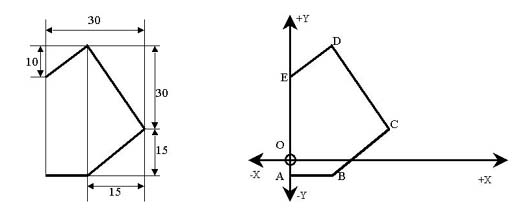
Β. Δίνεται
το παρακάτω σχέδιο ενός κομματιού , καθώς επίσης
και το προφίλ του με τα χαρακτηριστικά του σημεία
P1-P9 και το σημείο αναφοράς. ζητείται να
τοποθετηθούν οι συντεταγμένες των σημείων στον
αντίστοιχο πίνακα και με τους δύο τρόπους
προγραμματισμού.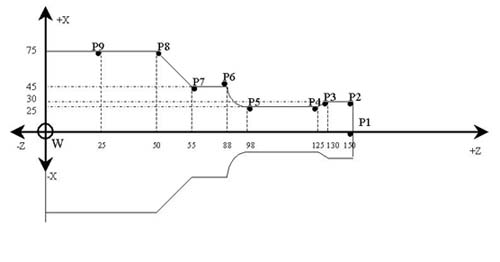
ΑΠΟΛΥΤΟ ΣΥΣΤΗΜΑ ΣΧΕΤΙΚΟ ΣΥΣΤΗΜΑ
| ΣΗΜΕΙΑ | Χ | Υ | ΣΗΜΕΙΑ | Χ | Υ |
| P1 | |||||
| P2 | |||||
| P3 | |||||
| P4 | |||||
| P5 | |||||
| P6 | |||||
| P7 | |||||
| P8 | |||||
| P9 |
Γ. Πιο κάτω δίνονται οι άξονες (Χ,Υ) και (Χ,Ζ) με διάφορα σημεία A.....F. Επίσης δίνονται και οι αντίστοιχοι πίνακες για το κάθε σχέδιο. Ζητείτα : Να ευρεθούν οι συντεταγμένες των σημείων Α.....F και να τοποθετηθούν στους πίνακεσ δουλεύοντας στο απόλυτο σύστημα
| X | Y | |
| A | ||
| B | ||
| C | ||
| D | ||
| E | ||
| F |
| X | Y | |
| A | ||
| B | ||
| C | ||
| D | ||
| E | ||
| F |
| X | Y | |
| A | ||
| B | ||
| C | ||
| D | ||
| E | 0 | 33 |
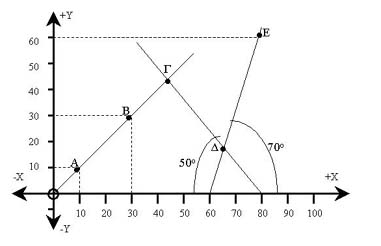
Δ. Στο παρακάτω σχέδιο δίνονται τα σημεία Α,Β,Γ,Δ,Ε και ζητείτα να βρεθούν οι συντεταγμένες αυτών και να τοποθετηθούν στον αντίστοιχο πίνακα.
| Α | Β | Γ | Δ | Ε | |
| Χ | |||||
| Υ |
Ε. Στο παρακάτω σχέδιο δίνονται τα σημεία Α,Β,C,D,Ε και ζητείτα να βρεθούν οι συντεταγμένες αυτών και να τοποθετηθούν στον αντίστοιχο πίνακα.
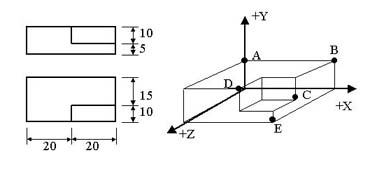
| X | Y | Z | |
| A | 0 | 15 | 0 |
| B | |||
| C | |||
| D | |||
| E |
ΣΤ. Στο παρακάτω σχέδιο δίνονται τα σημεία Α,Β,Γ,Δ,Ε και ζητείτα να βρεθούν οι νέες συντεταγμένες , για το μεν πρώτο αφού περιστραφεί κατά γωνία 30 μοίρες προς τη θετική κατεύθυνση του άξονα, ενώ το δεύτερο αφού μεταφερθεί κατά +30 mm και περιστραφεί κατά -45 μοίρες.
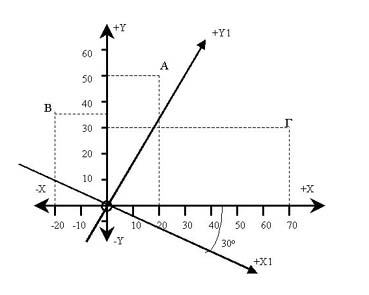
| Α | Β | Γ | |
| Χ | |||
| Ψ |
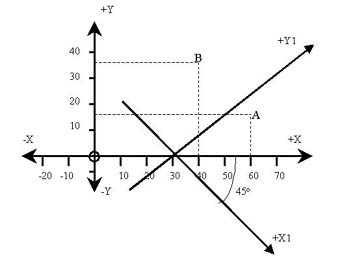
| Α | Β | |
| Χ1 | ||
| Ψ1 |
1. ΑΡΧΙΚΟ ΣΗΜΕΙΟ ΚΟΜΜΑΤΙΟΥ (W)
Το αρχικό σημείο κομματιού είναι η αρχή του συστήματος συντεταγμένων του κομματιού. Εκλέγεται στην αρχή κάθε προγράμματος σε σχέση με το αρχικό σημείο της μηχανής Μ ή το σημείo αναφοράς εργαλείου R. Κατά την κατεργασία στον τόρνο το αρχικό σημείο βρίσκεται επί του άξονα της μηχανής δεξιά η αριστερά του κομματιού. Στις εργασίες φρέζας βρίσκεται στο κέντρο του κομματιού ή σε κάποια ακραία γωνία του. Συμβολίζεται με το γράμμα (W).
Αρχικό σημείο αναφοράς :
2. ΣΗΜΕΙΟ AΝΑΦOPAΣ (R) ΤΟΥ ΕΡΓΑΛΕΙΟΥ
Το σημείο αvαφοράς (R) εκλέγεται από τον κατασκευαστή και είναι το σημείο στο οποίο βρίσκεται το εργαλείο στην αρχή και στο τέλος της κατεργασίας κάθε κομματιού. Βρίσκεται γενικά εντός του ευρύτερου χώρου κατεργασίας και έχει σε σχέση με το αρχικό σημείο της μηχανής σταθερές συντεταγμένες. Το εργαλείο πηγαίνει επί το πλείστον αυτόματα στη θέση του σημείου αναφοράς. Συμβολίζεται με το γράμμα (R).
Σημείο αναφοράς του εργαλείου :
3. ΑΡΧΙΚΟ ΣΗΜΕΙΟ MHXΑNHΣ
Το αρχικό σημείο της μηχανής είναι η αρχή του ακίνητου συστήματoς συντεταγμένων της μηχανής. Καθορίζεται από τον κατασκευαστή της μηχανής και αποτελεί σημείο συσχετισμoύ για οποιοδήποτε άλλο σημείο ή σύστημα συντεταγμένων της μηχανής. Στους τόρνους το αρχικό σημείο βρίσκεται γενικά στο κέντρο (δεξιά ή αριστερά του κομματιού), ενώ στις φρέζες η θέση ποικίλει. Συμβολίζεται με το γράμμα (Μ).
Αρχικό σημείο μηχανής :
EΦΑΡΜΟΓΕΣ
ABSOLUTE AND INCREMENTAL PROGRAMMING
(ΑΠΟΛΥΤΟ ΚΑΙ ΒΗΜΑΤΙΚΟ ΣΥΣΤΗΜΑ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ)
ABSOLUTE (ΑΠΟΛΥΤΟ) (G90) INCREMENTAL (ΒΗΜΑΤΙΚΟ) (G91)
ΑΠΟ ΤΟ 0 ΣΤΟ 1 Χ____ Υ____ ΑΠΟ ΤΟ 6 ΣΤΟ 1 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 2 Χ____ Υ____ ΑΠΟ ΤΟ 5 ΣΤΟ 2 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 3 Χ____ Υ____ ΑΠΟ ΤΟ 8 ΣΤΟ 3 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 4 Χ____ Υ____ ΑΠΟ ΤΟ 2 ΣΤΟ 4 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 5 Χ____ Υ____ ΑΠΟ ΤΟ 4 ΣΤΟ 5 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 6 Χ____ Υ____ ΑΠΟ ΤΟ 5 ΣΤΟ 6 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 7 Χ____ Υ____ ΑΠΟ ΤΟ 12 ΣΤΟ 7 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 8 Χ____ Υ____ ΑΠΟ ΤΟ 10 ΣΤΟ 8 Χ____ Υ_____
ΑΠΟ ΤΟ 0 ΣΤΟ 9 Χ____ Υ____ ΑΠΟ ΤΟ 4 ΣΤΟ 9 Χ____ Υ_____
Να βρεθούν τα σημεία με τισ πιο κάτω συντεταγμένες στο απόλυτο σύστημα.
| Χ | Ζ | |
| P1 | +30 | +25 |
| P2 | -5 | +15 |
| P3 | -10 | -20 |
| Χ | Ζ | |
| P4 | +30 | +50 |
| P5 | +40 | -30 |
| P6 | -20 | -30 |
| Χ | Ζ | |
| P7 | +30 | -50 |
| P8 | +40 | +10 |
| P9 | -20 | -30 |
| Χ | Ζ | |
| P10 | -25 | +5 |
| P11 | +20 | -10 |
| P12 | -15 | +20 |
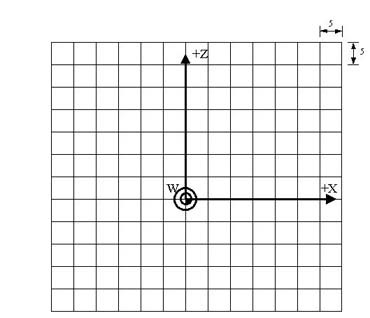
Να βρεθούν οι συντεταγμένς των διαφόρων σημείων στο απόλυτο και το βηματικό σύστημα.
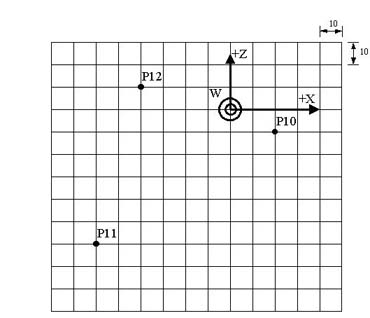
| G90 | Χ | Ζ |
| P10 | ||
| P11 | ||
| P12 |
| G91 | Χ | Ζ |
| P10 | ||
| P11 | ||
| P12 |
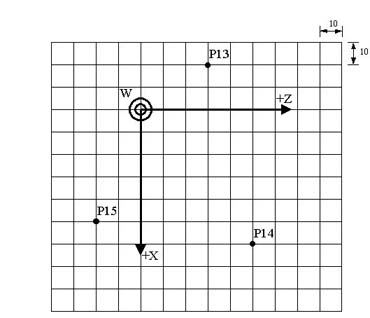
| G90 | Χ | Ζ |
| P13 | ||
| P14 | ||
| P15 |
| G91 | Χ | Ζ |
| P13 | ||
| P14 | ||
| P15 |
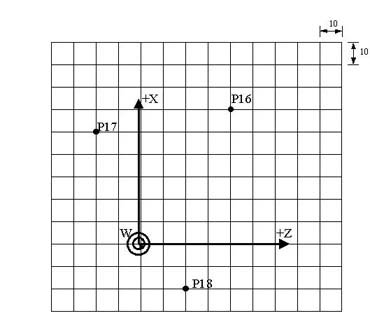
| G90 | Χ | Ζ |
| P16 | ||
| P17 | ||
| P18 |
| G91 | Χ | Ζ |
| P16 | ||
| P17 | ||
| P18 |
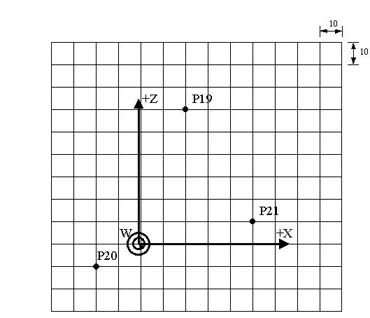
| G90 | Χ | Ζ |
| P19 | ||
| P20 | ||
| P21 |
| G91 | Χ | Ζ |
| P19 | ||
| P20 | ||
| P21 |
ΓΡΑΜΜΑΤΑ , ΛΕΞΕΙΣ ΚΑΙ ΠΡΟΤΑΣΕΙΣ ΠΟΥ
ΧΡΗΣΙΜΟΠΟΙΟΥΝΤΑΙ ΣΤΟΝ
ΠΡΟΓΡΑΜΜΑΤΙΣΜΟ
![]()
Στις εργαλειομηχανές CNC όλες οι πληροφορίες που απαιτούνται για να κατασκευασθεί ένα συγκεκριμένο μέρος ενός κομματιού πρέπει να γράφονται και να εισάγοvται στην μονάδα ελέγχου της μηχανής ή του Η/Υ με καθορισμένη μορφή. Η μορφή αυτή των πληροφοριών ονομάζεται πρόταση ή block , ένα σύνολο τέτοιων προτάσεων αποτελεί ένα ολοκληρωμένο πρόγραμμα.
Κάθε πρόταση ή block αποτελείται από μια σειρά γραμμάτων του αγγλικού αλφαβήτου τα οποία μπορεί να συνδέονται από 1 έως 4 ψηφία. Τα γράμματα που περιλαμβάνει κάθε πρόταση και καλούνται λέξεις δίνουν τις γεωμετρικές ή τεχνολογικές πληροφορίες που απαιτούνται για να κατασκευασθεί ένα συγκεκριμένο μέρος ενός κομματιού.
Τα γράμματα (ΛΕΞΕΙΣ) που χρησιμοποιούνται στον προγραμματισμό και η σημασία τους είναι τα εξής :
Α |
Περιστροφή γύρω από τον άξονα Χ. | N |
Αριθμός προτάσεως ή block. |
Β |
Περιστροφή γύρω από τον άξονα Υ. | O |
Διαθέσιμο προς χρήση. |
C |
Περιστροφή γύρω από τον άξονα Ζ. | P |
Τρίτη κίνηση παράλληλη προς τον άξονα Χ. |
D |
Αντιστάθμιση εργαλείου στη διάμετρο. | Q |
Τρίτη κίνηση παράλληλη προς τον άξονα Υ. |
E |
Δεύτερη ταχύτητα πρόωσης . | R |
Τρίτη κίνηση παράλληλη προς τον άξονα Ζ ή ακτίνα. |
F |
Ταχύτητα πρόωσης. | S |
Στροφές ατράκτου. |
G |
Κύριες λειτουργίες. | T |
Αριθμός εργαλείου. |
H |
Αντιστάθμιση εργαλείου στο μήκος. | U |
Δεύτερη κίνηση παράλληλη προς τον άξονα Χ. |
I |
Παράμετρος κυκλικής παρεμβολής στον άξονα Χ. | V |
Δεύτερη κίνηση παράλληλη προς τον άξονα Υ. |
J |
Παράμετρος κυκλικής παρεμβολής στον άξονα Υ. | W |
Δεύτερη κίνηση παράλληλη προς τον άξονα Ζ. |
K |
Παράμετρος κυκλικής παρεμβολής στον άξονα Ζ. | X |
Κυρίως κίνηση στην διεύθυνση του άξονα Χ. |
L |
Διαθέσιμο προς χρήση. | Y |
Κυρίως κίνηση στην διεύθυνση του άξονα Υ. |
M |
Βοηθητικές λειτουργίες. | Z |
Κυρίως κίνηση στην διεύθυνση του άξονα Ζ. |
Ορισμένα από τα παραπάνω γράμματα όπως τα : D, E, H, L, O, P, Q, R, U, V, W μπορεί να έχουν διαφορετική ερμηνεία σε διαφορετικά συστήματα ελέγχου.
ΛΕΞΕΙΣ :
Όπως προαναφέραμε κάθε γράμμα ονομάζεται λέξη και συνοδεύεται από 1 έως 4 ψηφία με ή χωρίς πρόσημο. Το πρόσημο πρέπει να γράφεται μεταξύ του γράμματος και των ψηφίων ,π.χ. Ζ-46. Τα θετικά πρόσημα (+) μπορούμε να τα παραλείψουμε. Στα ψηφία που περιέχουν υποδιαστολή πρέπει να βάζουμε τελεία και όχι κόμμα.
ΠΡΟΤΑΣΕΙΣ (BLOCK) :
Κάθε πρόταση περιέχει μια σειρά από λέξεις οι οποίες δίνουν τις πληροφορίες που απαιτούνται (γεωμετρικές ή τεχνολογικές) για τον προγραμματισμό. Ο τρόπος που πρέπει να γράφονται οι προτάσεις χρησιμοποιώντας τις λέξεις προγραμματισμού είναι ο εξής :
1ον) Ν = Αριθμός πρόταση ή block.
ΛΕΞΕΙΣ ΔΙΑΔΡΟΜΗΣ (ΚΙΝΗΣΗΣ) ΤΟΥ ΕΡΓΑΛΕΙΟΥ G :
2ον) G = Κύρια λειτουργία (κωδικός G)
ΛΕΞΕΙΣ ΔΙΑΣΤΑΣΕΩΝ Χ Υ Ζ :
3ον) Χ,Υ,Ζ = Κίνηση στους άξονες Χ,Υ,Ζ.
ΛΕΞΗ ΠΡΟΩΣΗΣ F :
4ον) F = Πρόωση.
Φρέζα : F80 (Σε ένα λεπτό (min) το εργαλείο θα μετακινείται 80mm). Στους κύκλους σπειρωμάτων η λέξη F καθορίζει το βήμα και ΌΧΙ την πρόωση.
ΛΕΞΗ ΣΤΡΟΦΩΝ ΑΤΡΑΚΤΟΥ S :
5ον) S = Αριθμός στροφών ατράκτου
α) Απευθείας εισαγωγή των στροφών π.χ. S2000 όπου οι στροφές παραμένουν ίδιες καθ’ όλη την κατεργασία ενός κομματιού εκτός και αν οριστεί κάποιος άλλος αριθμός στροφών.
β) Εισαγωγή σταθερής ταχύτητας επιφανείας.
Επειδή κατά την τόρνευση ενός κομματιού η διάμετρος συνεχώς μεταβάλλεται θα έπρεπε κάθε φορά που αλλάζει η διάμετρος να αναπροσαρμόζονται συνεχώς και οι στροφές της ατράκτου με την άμεση εισαγωγή στροφών κάθε φορά στη μονάδα ελέγχου της μηχανής. Ορίζουμε λοιπόν στην πρόταση μια σταθερή ταχύτητα επιφανείας που αποτελείται από τον κωδικό G96 και την λέξη S με την τιμή της ταχύτητας κοπής π.χ. G96 S250 όπου η αξία του S είναι χ100. Η σταθερή ταχύτητα επιφανείας ελέγχει συνεχώς τις στροφές της μηχανής αυξομειώνοντάστες ανάλογα με την διάμετρο που κατεργαζόμαστε. Το μέγιστο (maximum) των στροφών της μηχανής δεν θα υπερβεί την αξία του S.
ΛΕΞΗ ΕΡΓΑΛΕΙΟΥ Τ :
6ον) Τ = Αριθμός εργαλείου.
ΛΕΞΗ ΒΟΗΘΗΤΙΚΗΣ ΛΕΙΤΟΥΡΓΙΑΣ Μ :
7ον) Μ = Βοηθητικές λειτουργίες (κωδικός Μ)
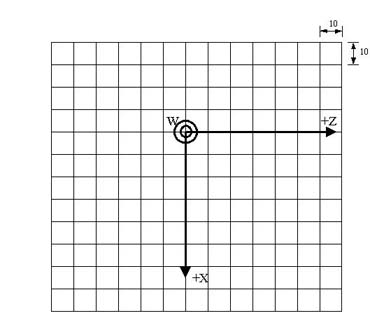
ΧΑΡΑΚΤΗΡΙΣΜΟΣ ΑΞΟΝΩΝ ΚΙΝΗΣΗΣ :
Είναι γνωστό ότι οι βασικές κινήσεις με τον τόρνο είναι δύο (η παράλληλη κίνηση ως προς τον άξονα περιστροφής και η κάθετη κίνηση προς τον άξονα περιστροφής), στη Δε φρέζα οι βασικές κινήσεις είναι τρεις (η πάνω-κάτω, η δεξιά-αριστερά και η μέσα-έξω). Όλες οι κινήσεις αυτές έπρεπε να χαρακτηρισθούν έτσι ώστε να μην υπάρχει σύγχυση ως προς τις πληροφορίες διαδρομής. Έτσι καθιερώθηκαν διεθνώς τα εξής :
H κίνηση περιστροφής (ενεργητική κίνηση) στον τόρνο και την φρέζα χαρακτηρίστηκε σαν κίνηση (Ζ). Έτσι στον τόρνο η παράλληλη κίνηση ως προς τον άξονα περιστροφής χαρακτηρίστηκε σαν (Ζ), ενώ στη φρέζα η κίνηση που χαρακτηρίστηκε σαν (Ζ) είναι εκείνη στην οποία προσαρμόζουμε το κοπτικό εργαλείο (άτρακτος).
Οι άλλες κινήσεις χαρακτηρίστηκαν ως εξής :
Στον τόρνο η κάθετη προς τον άξονα περιστροφής χαρακτηρίστηκε σαν (Χ) , ενώ στη φρέζα (επειδή έχουμε άλλες δύο κινήσεις) η κίνηση δεξιά-αριστερά χαρακτηρίστηκε σαν (Χ) και η κίνηση μέσα-έξω χαρακτηρίστηκε σαν (Υ).
Έτσι λοιπόν στον τόρνο έχουμε τις κινήσεις Χ, Ζ και στη φρέζα τις κινήσεις Χ, Υ, Ζ . Υπήρχε όμως άλλο ένα πρόβλημα. Πως θα αναγνώριζα η μηχανή προς ποια κατεύθυνση θα πήγαινε κάθε φορά το εργαλείο. Αποφασίστηκε λοιπόν η κίνηση της απομάκρυνσης του εργαλείου από το κομμάτι να είναι η θετική κίνηση (+) και η κίνηση του εργαλείου προς το κομμάτι να είναι η αρνητική κίνηση (-).
![]()