Εργαστήριο
CAD-CAM
ΦΡΕΖΑ
ΠΡΟΣΟΜΟΙΩΣΗ ΦΡΕΖΑΣ
CNC
[Λειτουργία
προγράμματος] [Ασκήσεις]
- Χαρακτηριστικά του
προγράμματος
- Καθαρά καθορισμένη είσοδο
προγράμματος σύμφωνα με το DIN 66025 και οφείλεται
στην απεικόνιση των εντολών οι οποίες έχουν
εισαχ9εί στο τέλος όπως και στην απλή διόρθωση
των πpoγpαμμάτων.
- Απλά μπλοκ εντολών CNC.
- Εξομοίωση CNC με ταυτόχρονη
απεικόνιση της πραγματικής εντολής και της
πραγματικής τιμής στην οθόνη.
- Χειρισμός του προγράμματος
: Mέχρι 9 προγράμματα (υπορουτίνες) με 200 εντολές
μέγιστο όλα μαζί μπορεί να χειριστεί στον ίδιο
χρόνο.
- Μερικές τυπικές
λειτουργίες επεξεργασίας
Επεξεργασία παράλληλου
άξονα : Για πολλά κομμάτια ο πιο απλός τρόπος
επεξεργασίας είναι ικανοποιητικός :η
επεξεργασία παραλλήλου άξονα όπου πάντα μόνο
ένας άξονας οδηγείται .
Γpαμμική παρεμβολή με δύο
άξονες : Με αυτό το είδος της επεξεργασίας
έχουμε κίνηση σε δύο άξονες στον ίδιο χρόνο, με
τέτοιο τρόπο ώστε το εργαλείο κινείται κατά
μήκος μιας ευθείας γραμμής .
Κυκλική παρεμβολή σε δύο
άξονες : Με αυτό το είδος της επεξεργασίας
έχουμε κίνηση σε δυο άξονες στον ίδιο χρόνο, με
τέτοιο τρόπο ώστε το εργαλείο να παράγει μία
κυκλική περιφέρεια..
Διάτρηση : Εργασίες
διάτρησης και αφαίρεσης υλικού μπορούν να
προγραμματιστούν εύκολα και γρήγορα με την
βοήθεια υπορoυτίνων και σχετικών κύκλων
διεργασίας .
Επαναλαμβανόμενα
σχήματα : Ο προγραμματισμός επαναλαμβανόμενων
σχημάτων απλοποιείται και βραχύνεται με τον
τρόπο του μεταβλητού μηδενός, ειδώλου, και
κύκλους παραγόντων κλίμακας σε συνδυασμό με την
τεχνική των υπορουτίνων.
- Διαστασιολόγηση /
Ορισμός αξόνων
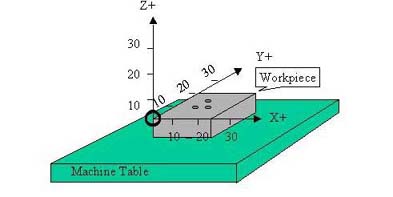
Οι τρεις κύριοι άξονες
ορίζονται σαφώς από το DIN 66217. Οι διευθύνσεις της
κίνησης μπορούν να οριστούν με την βοήθεια του
κανόνα του δεξιού χεριού. Επιπρόσθετα η κίνηση
του άξονα του εργαλείου προς το κομμάτι ορίζεται
σαν αρνητική διεύθυνση κίνησης.
- Σημείο αναφοράς
κομματιού
Προκειμένου να
καθορίσουμε τις θέσεις σε ένα πρόγραμμα, το
σύστημα των συντεταγμένων ορίζεται με τέτοιο
τρόπο ώστε ο προγραμματισμός να γίνεται όσο το
δυνατόν απλός. Για παράδειγμα θέτουμε τους
άξονες συντεταγμένων έτσι ώστε να συμπίπτουν με
τις ακμές του κομματιού και μετά κτυπούμε
ελαφρώς το κομμάτι ώστε οι άξονες να είναι
παράλλnλοι με αυτούς τnς μηχανής. Η αρxή των
συντεταγμένων είναι το σnμείο αναφοράς για όλες
τις απόλυτες μετρήσεις σε ένα πρόγραμμα
διεργασίας.
- Λειτουργία
(start
of page)

-Εισάγετε τη δισκέτα
Εξομοίωσης LN-CNC-Φρέζας.
-Πληκτρολογήστε LN/E και
πατήστε Enter. Θα φανεί η οθόνη με το όνομα του
προγράμματος. Πατώντας οποιοδήποτε πλήκτρο θα
φανεί η επόμενη οθόνη του κυρίως μενού :
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
MENU E
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
Οι επιλογές που
προσφέρονται από το κυρίως μενού επιλέγονται με
κίνηση φωτεινής μπάρας από τα βελάκια και Enter ή με
κάποιο χαρακτήρα σχετικό με την επιλογή (γράμμα ή
αριθμός). Όταν γίνει η επιλογή μεταφερόμαστε στο
αντίστοιχο μενού και η επιλογή μας μπαίνει σαν
επικεφαλίδα του μενού.
Υπάρχει δυνατότητα να
βγούμε από οποιοδήποτε μενού επιστρέφοντας στο
κυρίως μενού μέσω του Esc, και επίσης με Esc στην
αρχική οθόνη.
Το κυρίως μενού
περιλαμβάνει μία απεικόνιση η οποία δείχνει την
παρούσα θέση του κοπτικού κατά την λειτουργία
του προγράμματος. Αυτή η απεικόνιση είναι
κανονικά μηδενισμένη.
ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΥΠΟΜΕΝΟΥ
:
-Στην οθόνη που
εμφανίζεται οι συντεταγμένες επιλέγονται σε
αντιστοιχία με το προεπιλεγμένο μηδενικό σημείο
της μηχανής.
-Με αυτή την κατάσταση
λειτουργίας η πραγματική τιμή των αξόνων Χ, Υ, Ζ,
μπορεί να τεθεί στο μηδέν ή σε άλλη τιμή
ξεχωριστά για κάθε άξονα.:
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
ZERO – POINT
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
| Input of the zero-point values : |
|
Select (X / Y / Z) |
| Zero Offset |
G54-G59 |
Select (G) |
-Καλείται πατώντας το
πλήκτρο 1 και θα εμφανιστεί η οθόνη :
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
GRAPHICS
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
| <R>Tooling Data |
<G>Graphics Mode |
<S>Sound |
Με αυτή την κατάσταση
λειτουργίας χρειάζονται τα απαραίτητα δεδομένα
για να ορίσουμε τα γραφικά απεικόνισης.
Ένα υπομενού εμφανίζεται
στο κάτω μέρος της οθόνης.
Κατάσταση λειτουργίας : <R> Tooling data :
-Καλείται
πατώντας το πλήκτρο R και θα εμφανιστεί η οθόνη :
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
TOOLING DATA
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
| <N>New |
<S>Save |
<D>Display Factor : 1 |
| <Z>Display |
<E>Load |
Select : |
Με αυτή την κατάσταση
λειτουργίας χρειάζονται τα απαραίτητα δεδομένα
επεξεργασίας του κομματιού για καθορισμό των
γραφικών.
Σε αυτό το υπομενού
μπορούν να γίνουν οι ακόλουθες επιλογές :
- Με την επιλογή <New>
εισάγεται ο καθορισμός ενός νέου ακατέργαστου
υλικού. Αφού εισάγουμε τις τιμές των Χ, Υ, Ζ, το νέο
ορισμένο κενό θα φανεί στην οθόνη. Στη συνέχεια
καθορίζεται το Zero – point του κομματιού. Πατώντας
τα βελάκια (arrow-keys) το Zero Point του κομματιού μπορεί
να τοποθετηθεί στην επιθυμητή ακμή ή γωνία αυτού.
- Με ENTER εμφανίζεται η
επόμενη οθόνη στην οποία καθορίζεται το zero point
του προγράμματος σε σύγκριση με το zero point του
κομματιού.
- Αν απαντήσουμε με YES
επιστρέφουμε στο υπομενού, με NO θα εμφανιστεί μια
νέα οθόνη και η θέση του zero point του προγράμματος
θα ορισθεί σε αντιστοιχία με το zero point του
κομματιού.
- Τελειώνουμε με Enter αφού
εισάγουμε τις τιμές των Χ, Υ. Απατώντας στην
ερώτηση Correct (Y / N) η τιμή μπορεί να αλλαχτεί ή να
επιστρέψουμε στο υπομενού.
- Επιλέγοντας το <Ζ> Display
ελέγχονται οι τιμές που εισήχθηκαν με την
επιλογή <Ν>. Πατώντας οποιοδήποτε πλήκτρο
επιστρέφουμε στο υπομενού.
- Με <S> Save τα νέα
παραγόμενα δεδομένα μπορούν να αποθηκευτούν στο
δίσκο. Είναι προτιμότερο να επιλεγεί ένα όνομα
για τα δεδομένα επεξεργασίας το οποίο να έχει
άμεση σχέση με το πρόγραμμα (επιτρέπονται μέχρι 8
αλφαριθμητικοί χαρακτήρες).
- Με την επιλογή <Ε> Load τα
δεδομένα επεξεργασίας μπορούν να μεταφερθούν
στο το δίσκο στην κεντρική μνήμη.
- Με το <D> Display Factor η
απεικόνιση των γραφικών μπορεί να μεγαλώσει ή να
μειωθεί μεγαλώνοντας ή μικραίνοντας την τιμή που
εισάγουμε με την ερώτηση.
Κατάσταση λειτουργίας : <G> Graphics mode :
-Καλείται με το πλήκτρο G
και θα εμφανιστεί η οθόνη :
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
GRAPHICS MODE
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
| <M>Center path of the cutter |
<S>Graphic of simulation |
| <K>Contour before processing |
Select : |
Εδώ η κεντρική τροχιά του
κοπτικού, ή τα γραφικά της εξομοίωσης, με ή χωρίς
περιφέρεια, μπορούν να επιλεγούν πριν την
λειτουργία.
Πατώντας το Enter
επιστρέφουμε στο υπομενού.
Κατάσταση λειτουργίας : <S> Sound :
Εδώ γίνεται η επιλογή με ή
χωρίς ηχητικό σήμα όταν τρέχει το πρόγραμμα.
Εδώ τα προγράμματα μπορούν
να γραφτούν από την αρχή ή να αλλαχθούν.
S Y B A
CNC – MILLING |
X Y Z
0.00 0.00 0.00 |
INPUT – EDIT
C:\CNC\FR\ |
N G X Y Z I J K F S T M P
___________________________________________________________________________________
| <Ε>Input /
Insert |
<C>Change / Delete |
<L>List |
| <G>Complete Changes |
|
Select : |
Επιλογή : <E>
Input / Insert :
Εδώ ένα νέο πρόγραμμα
μπορεί να εισαχθεί. Στην πρώτη γραμμή όλοι οι
χαρακτήρες διευθύνσεως ενός μπλοκ προγράμματος
τοποθετούνται ο ένας δίπλα στον άλλο, με τέτοιο
τρόπο ώστε τα μπλοκ να μπορούν να εισαχθούν κατά
γραμμή, σε μία καθαρά καθορισμένη μορφή.
- Όλες οι τιμές που
εισάγονται τελειώνουν με Enter.
- Όταν φτάσει στην διεύθυνση
P-Program number, το τελευταίο μπλοκ καλείται .ξανά
αυτόματα. Έτσι, χαρακτήρες σι οποίοι δεν αλλάζουν
στο επόμενo μπλοκ δεν χρειάζεται να εισαχθούν
ξανά.
- Τα μπλοκ αριθμίζονται
αυτόματα.
- Το τελευταίο μπλοκ ενός
προγράμματος πρέπει να προγραμματιστεί με
"Μ2" (τέλος προγράμματος).
- Μπορούμε να αλλάξουuε μέσα
στο πρόγραμμα τις εντολές με χρήση των arrow – keys.
- Μέσα στο πρόγραμμα. μπopoύμε
να ανεβάσουμε και να κατεβάσουμε τις σελίδες του
προγράμ-ματος χρησιμοποιώντας τα πλήκτρα PgUp και
PgDn.
- Πατώντας τα πλήκτρα Home και
End ο κέρσορας μπορεί να τοποθετηθεί αμέσως στην
αρχή ή στο τέλος του μπλοκ.
Παρεμβάλλοντας μπλοκ
μέσα στο πρόγραμμα :
Aν χρειαστεί, πατώντας το
πλήκτρο INS (Insert) ένα μπλοκ μπορεί να προστεθεί,
επιλέγοντας την επιθυμητή θέση της παρεμβολής με
τα βελάκια. Πατώντας το πλήκτρο INS αυτό το μπλοκ
μπορεί να παρεμβληθεί ακόμη μια φορά από πάνω.
Tώpα μπορείτε να ξαναγpάψετε
στο παρεμβαλλόμενο μπλοκ αλλά πρέπει να
τελειώσετε με το πλήκτρο --> μετά το Ρ. Τα μπλοκ αριθμίζοvται
αυτόματα.
Επιλογή <G>
Complete Changes :
- Εδώ εντολές μπορούν να αλλάξουν
σε ολόκληρη την υπορουτίνα, π.χ. S30 υποτίθεται ότι
θα αλλαχθεί σε S50.
- Όταν καλέσουμε “Complete Changes”
, φαίνεται η ερώτηση : “Address character :_”. Συνεπώς εδώ
θα πρέπει να εισαχθεί το γράμμα S. Τελειώνoυμε με Enter.
- Τότε n ερώτηση “value old :_” θα
εμφανιστεί. Εδώ εισάγεται η τιμή 30. Τελειώνουμε
με Enter.
- Στην συνέχεια η ερώτηση
“value new :_” θα εμφανιστεί. Εδώ n επιθυμητή τιμή (50)
εισάγεται και τελειώνουμε με Enter.
- Σαν αποτέλεσμα, όλες οι
τιμές S30 στο πρόγραμμα αλλάζονται σε S50.
Επιλογή <C>
Change / Delete :
- Εδώ λανθασμένα μπλοκ
μπορούν να διορθωθούν ή να διαγραφούν μετά την
εισαγωγή του προγράμματος. Η λανθασμένη λέξη μπορεί να επιλεγεί
πατώντας τα arrow - keys. Mετά ξαναγράφεται με τη νέα
τιμή και τελειώνουμε με Enter.
- Αν πρόκειται να διαγραφεί
ένα μπλοκ επιλέγεται το σχετικό μπλοκ, με τα
πλήκτρα και μετά πατώντας το πλήκτρο DEL
εμφανίζεται n ερώτηση “Delete set (Y / N)”. Αν ναι,
πατήστε το πλήκτρο Υ έτσι ώστε το μπλοκ να
σβηστεί. Αν όχι , πατήστε το πλήκτρο Ν και θα
έχουμε επιστροφή στο απλό μενού.
- Επιστρέφoυμε στο υπομενού
με το πλήκτρο Esc.
Επιλογή <L>
List :
Mε μεγάλα CNC πpoγράμματα τα
οποία απαιτούν μεγαλύτερο χώρο από μια οθόνη,
μέρος προγράμματος μπορεί να απεικονιστεί
επιλέγοντας την κατάσταση λειτουργίας <L> List,
ακολουθούμενη από ρολάρισμα της οθόνης με <PgUp>
και <PgDn>.
Επιστρέφουμε στο κυρίως
μενού με το πλήκτρο Esc.
Εδώ, προγράμματα που είναι
αποθηκευμένα στο δίσκο μπορούν να διαβαστούν από
την κύρια μνήμη της μονάδας ελέγχου. Η χρήση της
είναι ίδια με τον κωδικό επιλογής <4> Save.
Εδώ τα νέα προγράμματα
μπορούν να αποθηκευτούν στο δίσκο. Απαντήστε
στην ερώτηση “Filename:_” με το όνομα του
προγράμματος και τελειώστε με Enter. Είναι
προτιμότερο να επιλέξετε ένα όνομα προγράμματος
το οποίο να έχει άμεση σχέση με το πρόγραμμα
(μέχρι 8 αλφαριθμητικούς χαρακτήρες). Μετά την
εισαγωγή του ονόματος του προγράμματος και το
πάτημα του Enter το πρόγραμμα αποθηκεύεται στο Floppy
disk ή στον προκαθορισμένο δίσκο αποθήκευσης. Οι
εντολές του MS-DOS Α:… και CD μπορούν να
χρησιμοποιηθούν σε αυτό το μενού. Όταν το όνομα του
drive εισαχ9εί (Α: , B: , C: ,..) και πατηθεί το Enter, ο
υπολογιστής αλλάζει στον επιλεγμένο οδnγό. π.χ.
A:<Enter> (Αλλαγή στο drive Α)
Επιστροφή στο κυρίως μενού
με το πλήκτρο Esc.
Εδώ, ένα πρόγραμμα (ή μία
υπορουτίνα) μπορεί να αρχίσει. -Δεχθείτε την
ερώτηση “Start program” πατώντας Enter. -Το πρόγραμμα θα
αρχίσει αφού πατήσετε οποιοδnποτε πλήκτρο. -Μετά
το ξεκίνημα, εκτελείται μόνο το πρώτο μπλοκ μετά
το οποίο υπάρχει ένα αυτόματo σταμάτημα. -Το
επόμενο μπλοκ φαίνεται στην οθόνη και μπορεί να
αρχίσει με οποιοδήποτε πλήκτρο.
Εδώ το πρόγραμμα μπορεί να
αρχίσει χωρίς διακοπή. Αν παρ’ όλα αυτά
επιθυμούμε να διακόψουμε τη ροή του προγράμματος
, αυτό μπορεί να γίνει πατώντας οποιοδήποτε
πλήκτρο. Όταν πατηθεί το Enter μία ακόμα φορά τότε
το πρόγραμμα θα συνεχιστεί. Υπάρχει ακόμα η
δυνατότητα να αρχίσει το πρόγραμμα σε ένα
συγκεκριμένο μπλοκ εντολών. Όταν πατηθεί το Esc
έχουμε επιστροφή στο κυρίως μενού (π.χ. στην
κατάσταση λειτουργίας Input / Edit με αλλαγές στην
πρόωση).
Μετά την εκτέλεση του
προγράμματος. Ένα απλό μενού θα εμφανιστεί στο
κάτω μέρος της οθόνης. Αυτή η γραφική απεικόνιση
μπορεί να εκτυπωθεί πατώντας το πλήκτρο D. To
προοπτικό του κατασκευασμένου κομματιού μπορεί
να απεικονιστεί πατώντας το πλήκτρο P. Αν το
πλήκτρο D πατηθεί τώρα ξανά, αυτή η γραφική
απεικόνιση μπορεί να εκτυπωθεί το ίδιο καλά.
Πατώντας οποιοδήποτε άλλο πλήκτρο έχουμε
επιστροφή στο κυρίως μενού.
Εδώ, ένα πλήρες πpoγραμμα
αποθηκευμένο στην κύρια μνήμη μπορεί να
διαγραφεί. Η ερώτηση
“Should memory be cleared? (Υ / Ν)” απαντάται με Υ, και έχουμε
επιστροφή στo κυρίως μενού. Η μνήμη έχει
καθαρισθεί. Αν απαντηθεί με Ν έχομε επιστροφή στο
κυρίως μενού χωρίς διαγραφή. Αν το πρόγραμμα
διαγραφεί κατά λάθος, μπορεί να ξανακαλεσθεί
πατώντας το πλήκτρο 8 ξανά.
Εδώ το πρόγραμμα που
βρίσκεται στην κυρίως μνήμη μπορεί να εμφανιστεί
ή να εκτυπωθεί με τη βοήθεια ενός εκτυπωτή.
Εμφανίζεται η ερώτηση “Print List (Y / N)”.Για να
εκτυπωθεί το πρόγραμμα πατήστε το πλήκτρο Y
–αυτό ακολουθείται από την ερώτηση “Standard Format
(Y/N)”. Αν πατηθεί το Y, θα γίνει μία απλή εκτύπωση.
Αν πατηθεί το Ν, υπάρχει μια βελτιωμένη εκτύπωση,
η οποία όμως απαιτεί ένα εκτυπωτή IBM συμBατό. Το
πρόγραμμα απεικονίζεται στην οθόνη πατώντας το
πλήκτρο Ν. Πατώντας το Esc έχουμε επιστροφή στο
κυρίως μενού.
Εδώ μπορούν να
αποθηκευτούν τα δεδομένα διόρθωσης εργαλείων
για ένα μέγιστο πλήθος εννέα (9) εργαλείων. Αυτές
οι τιμές απαιτούνται για τη διόρθωση της ακτίνας
του εργαλείου και το μήκος αυτού. Αυτά τα
δεδομένα διόρθωσης εργαλείων αποθηκεύονται στη
μνήμη εργαλείων ανεξάρτητα με το πρόγραμμα και
επίσης παραμένουν αποθηκευμένα ακόμα και μετά τη
διαγραφή του προγράμματος.
Προγραμματίζοντας τα
δεδομένα εργαλείων :
Απαντήστε στην ερώτηση
“Select (R.L)” δηλ. εισάγετε τnν ακτίνα του κοπτικού
και τις διαφορές μεταξύ των μηκών των εργαλείων.
Και οι δυο τιμές (R,L)
ακολουθούνται από Enter. Mε ΰ next tool και με ί last tool οι
σελίδες του αρχείου δεδομένων εργαλείων μπορούν
να ρολαριστούν πάνω και κάτω. Αφού αποθηκευτεί το Τ1, η μνήμη του Τ2
απεικονίζεται αυτομάτως. Δεδομένα εργαλείου διαγράφονται
καλώντας το σχετικό αριθμό εργαλείου. Καλέστε τα
R και L και τελειώστε πατώντας το πλnκτρο 0,
αντιστοίχως.
Επιστροφή στο κυρίως μενού
έχουμε πατώντας το πλήκτρο Esc.
Η Tιμή διόρθωσης για το
μήκος του εργαλείου μπορεί να ορισθεί ως εξής :
Πρώτα πρέπει να ορισθεί το
σnμείο αναφοράς του άξονα του εργαλείου. Σ' αυτό
το άκρο το πρώτο εργαλείο αγγίζει τnv επιφάνεια
του κομματιού και κανονίζεται η πραγματική τιμή
του άξονα Ζ. Το πρώτο εργαλείo ορίζεται σαν
μηδενικό εργαλείο. δnλ. για το πρώτο εργαλείο.
εισάγεται το Ο στον καθορισμό εργαλείου.

Aν οι τιμές διόρθωσης για
το μήκος των εργαλείων σχετίζονται με το
μηδενικό εργαλείο, τότε για όλα τα επόμενα
εργαλεία, πρέπει να εισάγεται η διαφορά μήκους.
Αν n θέση 2=0 έχει οριστεί στην επιφάνεια του
κομματιού, n τιμή διόρθωσης μήκους μπορεί να
καθορισθεί αγγίζοντας την επιφάνεια του
κομματιού αφού το καινούριο εργαλείο έχει
προσαρμοστεί : η τιμή διόρθωσης ανταποκρίνεται
στην πραγματική τιμή απεικόνισης του άξονα Ζ και
μπορεί να εισαχθεί στον ορισμό εργαλείου σαν
τιμή εισόδου για το αντίστοιχο εργαλείο.
ΑΣΚΗΣΕΙΣ
(start
of page)
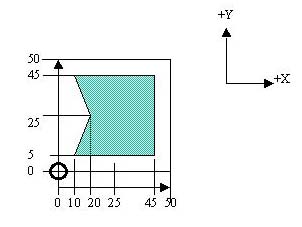
Ασκηση 1:
Tο επόμενο παράδειγμα δείχνει ένα απλό
πρόγραμμα CNC για το δεδομένο σχήμα.
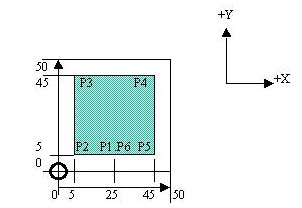
Τhe sketched contour P1-P5 is to bemilled into a workpiece with an edge
length of 50 x 50 mm.
| N |
G |
X |
Y |
Z |
I |
J |
K |
F |
S |
T |
M |
P |
| 1 |
0 |
25 |
5 |
2 |
- |
- |
- |
999 |
30 |
1 |
3 |
1 |
| 2 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 3 |
1 |
5 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 4 |
1 |
5 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 5 |
1 |
45 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 6 |
1 |
45 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 7 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 8 |
1 |
25 |
5 |
2 |
- |
- |
- |
400 |
30 |
1 |
5 |
1 |
| 9 |
0 |
0 |
0 |
50 |
- |
- |
- |
999 |
30 |
1 |
2 |
1 |
Εξήγηση:
| Μπλοκ 1
: |
Αρχικά , η θέση P1 προσεγγίζεται με κίνηση
υψηλής ταχύτητας. |
| Μπλοκ 2
: |
Στη συνέχεια, το εργαλείο βυθίζεται στο
κομμάτι. |
| Μπλοκ 3-7 : |
Φτιάχνει την περιφέρεια (P1 εώς P6) με
κανονική πρόωση. |
| Μπλοκ 8
: |
Σηκώνεται το εργαλείο. |
| Μπλοκ 9
: |
Φτάνει στη θέση αλλαγής εργαλείου με
υψηλή ταχύτητα. |
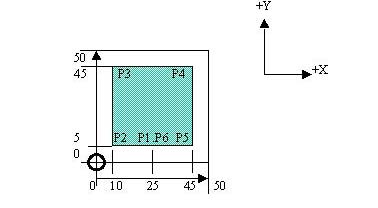
Ασκηση 2:
Παράδειγμα εφαρμογής INPUT
Το επόμενο παράδειγμα μπορεί να
χρησιμοποιηθεί στην άσκηση εισαγωγής
προγράμματος.
| N |
G |
X |
Y |
Z |
I |
J |
K |
F |
S |
T |
M |
P |
| 1 |
0 |
25 |
5 |
2 |
- |
- |
- |
999 |
30 |
1 |
3 |
1 |
| 2 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 3 |
1 |
10 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 4 |
1 |
10 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 5 |
1 |
40 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 6 |
1 |
40 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 7 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 8 |
1 |
25 |
5 |
2 |
- |
- |
- |
400 |
30 |
1 |
5 |
1 |
| 9 |
0 |
0 |
0 |
50 |
- |
- |
- |
999 |
30 |
1 |
2 |
1 |
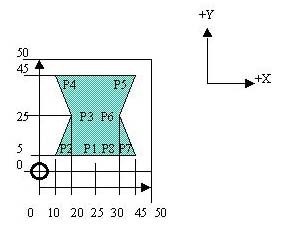
Ασκηση 3:
Παράδειγμα εφαρμογής INSERT
Τα σημεία P3 και P6 από την άσκηση 2
υποτίθεται ότι πρέπει να παρεμβληθούν στο
πρόγραμμα.
| N |
G |
X |
Y |
Z |
I |
J |
K |
F |
S |
T |
M |
P |
| 1 |
0 |
25 |
5 |
2 |
- |
- |
- |
999 |
30 |
1 |
3 |
1 |
| 2 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 3 |
1 |
10 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 4 |
1 |
20 |
25 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 5 |
1 |
10 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 6 |
1 |
40 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 7 |
1 |
30 |
25 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 8 |
1 |
40 |
5 |
-5 |
- |
- |
- |
400 |
30 |
1 |
3 |
1 |
| 9 |
0 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 10 |
1 |
25 |
5 |
2 |
- |
- |
- |
400 |
30 |
1 |
5 |
1 |
| 11 |
0 |
0 |
0 |
50 |
- |
- |
- |
999 |
30 |
1 |
2 |
1 |
Ασκηση 4:
Το μπλοκ 7 από την άσκηση 3 υποτίθεται πως
θα διαγραφεί. αυτό έχει σαν αποτέλεσμα την
επόμενη περιφέρεια.
| N |
G |
X |
Y |
Z |
I |
J |
K |
F |
S |
T |
M |
P |
| 1 |
0 |
25 |
5 |
2 |
- |
- |
- |
999 |
30 |
1 |
3 |
1 |
| 2 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 3 |
1 |
10 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 4 |
1 |
10 |
25 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 5 |
1 |
10 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 6 |
1 |
40 |
45 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 7 |
1 |
40 |
5 |
-5 |
- |
- |
- |
400 |
30 |
1 |
3 |
1 |
| 8 |
1 |
25 |
5 |
-5 |
- |
- |
- |
200 |
30 |
1 |
3 |
1 |
| 9 |
0 |
25 |
5 |
2 |
- |
- |
- |
400 |
30 |
1 |
5 |
1 |
| 10 |
1 |
0 |
0 |
50 |
- |
- |
- |
999 |
30 |
1 |
2 |
1 |
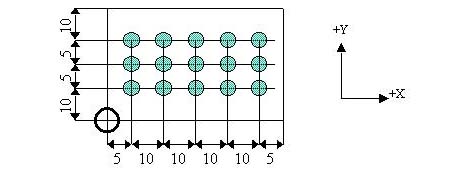
Ασκηση 5:
Προγραμματίζοντας ίχνη τρύπας με τη
βοήθεια υπορουτινών και επαναλήψεων μέρους
προγράμματος.
Ο προγραμματισμός ιχνών τρύπας μπορεί
συχνά να απλοποιηθεί σημαντικά με χρήση
υπορουτινών και επαναλήψεων μέρους
προγράμματος. Το επόμενο παράδειγμα παρουσιάζει
την τεχνική προγραμματισμού.
| N |
G |
X |
Y |
Z |
I |
J |
K |
F |
S |
T |
M |
P |
| 1 |
91 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 2 |
1 |
0 |
0 |
-7 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 3 |
1 |
0 |
0 |
7 |
- |
- |
- |
400 |
50 |
1 |
3 |
2 |
| 4 |
0 |
10 |
0 |
0 |
- |
- |
- |
999 |
50 |
1 |
3 |
2 |
| 5 |
14 |
2 |
4 |
3 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 6 |
1 |
0 |
0 |
-7 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 7 |
1 |
0 |
0 |
7 |
- |
- |
- |
400 |
50 |
1 |
3 |
2 |
| 8 |
90 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 9 |
90 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
30 |
2 |
| 10 |
0 |
5 |
10 |
2 |
- |
- |
- |
999 |
50 |
1 |
3 |
1 |
| 11 |
22 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 12 |
0 |
5 |
15 |
2 |
- |
- |
- |
999 |
50 |
1 |
3 |
1 |
| 13 |
22 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
3 |
2 |
| 14 |
0 |
5 |
20 |
2 |
- |
- |
- |
999 |
50 |
1 |
3 |
1 |
| 15 |
22 |
0 |
0 |
0 |
- |
- |
- |
100 |
50 |
1 |
5 |
2 |
| 16 |
0 |
0 |
0 |
50 |
- |
- |
- |
999 |
50 |
1 |
2 |
1 |
Εργαστήριο
CAD-CAM